



































Eine schräge Innovation
Rückle - Fräsrundtische im Windkraftanlagenbau
Unnötig komplizierte Herstellungsprozesse sind im Maschinen- und Anlagenbau fast immer gleichbedeutend mit unnötig hohen Kosten. Es dauert einfach länger, bis das Bauteil fertig ist. Zudem leidet nicht selten die Bearbeitungsqualität. Dass dies auch für den Windkraftanlagenbau gilt, ist keine Überraschung. Hier sind viele Komponenten sehr groß und enorm schwer. Trotzdem müssen sie hochpräzise und möglichst schnell spanend bearbeitet werden – und das von allen Seiten. Wie das möglich ist, zeigt die DMR Produktionsgesellschaft mbH mit Sitz in Rostock. Die Spezialisten für schwere Windkraftkomponenten setzen dabei auf MRT-Frästische mit Neigungsvorrichtung von Rückle.
Die berühmte und oft geforderte „Lean Production“ (schlanke Produktion) betrifft viele Faktoren in Industrieunternehmen – ganz besonders aber die Herstellungsprozesse selbst. Der Ansatz ist letztlich immer der gleiche: Es gilt, aufwendige Produktionsabläufe und kompliziertes Handling zu vermeiden. Für einen Windkraftanlagenbauer ist dieser Anspruch allerdings mit wortwörtlich großen Hürden verbunden.
So z.B., wenn es um die Nabe einer Windkraftanlage mit rund 80 Tonnen Gewicht geht. „Die Nabe muss in verschiedenen Arbeitsschritten bearbeitet werden, unter anderem werden mehrere Bohrungen durchgeführt. Angesichts der Bauteilgröße und des schwierigen Handlings ist es sehr anspruchsvoll, einen automatisierten und ‚schlanken’ Gesamtprozess zu etablieren“, erklärt Helmut Dudeck, ehemaliger Geschäftsführer der DMR Produktionsgesellschaft mbH, zu der sich die beiden Unternehmen RMT Maschinenbau GmbH und DMR Mechanische Werkstätten GmbH zusammengeschlossen haben. Neben der präzisen Bearbeitung von Bauteilen für Windkraftanlagen werden hier zum Beispiel Komponenten für Dampf- und Gasturbinen hergestellt sowie verschiedene Montageprozesse für diese Bauteile durchgeführt.
Konventioneller Ablauf mit Nachteilen
Wie lassen sich völlig unterschiedliche Großkomponenten überhaupt innerhalb einer standardisierten Anlage bearbeiten? Die konventionelle Antwort ist bei vielen Anwendern gleichbedeutend mit einigen Nachteilen für den Prozess und die Gesamtkosten: Extra für jedes Bauteil werden sogenannte Einzweckvorrichtungen hergestellt, die für die richtige Position des Werkstücks auf dem eingesetzten Rundtisch sorgen und dabei sicherstellen, dass der Fräser immer im 90-Grad-Winkel auf das Werkstück trifft.
Wenn ein anderes Bauteil bearbeitet wird, müssen folglich andere, extra hierfür hergestellte Einzweckvorrichtungen zum Einsatz kommen – ein zeitaufwendiges Verfahren. Natürlich ist es auch möglich, das Werkzeug selbst in eine andere Position zu bringen. Allerdings sind die für den Großanlagenbau benötigten Werkzeuge verhältnismäßig schwer. Wird ihr Fräskopf während der Bearbeitung bewegt, ist der dafür notwendige mechanische Aufbau zugleich teuer und technisch anfällig.
Rückle-Innovation verringert den Aufwand
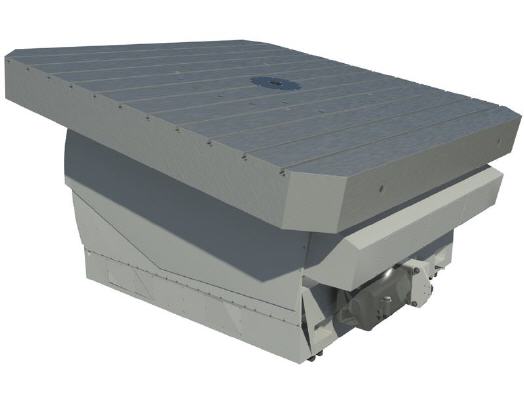
„Wir setzen deshalb auf eine ganz andere Lösung, die den Gesamtprozess und das Handling des riesigen Bauteils deutlich vereinfacht“, erklärt Klaus Safian, verantwortlich für die Arbeitsvorbereitung bei der DMR Produktionsgesellschaft mbH. „Dabei verstellen wir einfach je nach Werkstück den Rundtisch, auf den es gelagert wird. Es befindet sich sozusagen von vorneherein auf einer schrägen Fläche.“ Was nach einer verblüffend einfachen wie wirkungsvollen Idee klingt, basiert auf einer Innovation des Maschinenbauers Rückle. Zum Einsatz kommt der MRT-Rundtisch mit Neigungsvorrichtung.
Er lässt sich je nach Anforderung um bis zu fünf Grad neigen. Einzweckvorrichtungen gehören damit der Vergangenheit an. „Unser Ansatz bei der Entwicklung dieser Lösung lag auf der Hand, denn auch beim Fräsen von großen Werkstücken gibt es im Grunde nur zwei Möglichkeiten. Man neigt entweder Werkstück oder Werkzeug“, erklärt Rückle-Geschäftsführer Felix Schöller. „Mit dem MRT-Rundtisch mit Neigungsvorrichtung nutzen wir die erste Möglichkeit. Das ist bei großen Komponenten der kostengünstigere, stabilere und somit prozesssichere Weg.“
Bearbeitungsqualität verbessert sich
Gleichzeitig profitiert der Anwender von einer hohen Bearbeitungsqualität. Das liegt zunächst an den Konstruktionsdetails der Rückle-Anlage selbst: Die Positioniergenauigkeit des Rundtisches liegt bei weniger als ± 2 Winkelsekunden, die Plan- und Rundlaufgenauigkeit bewegt sich im Tausendstelmillimeter-Bereich. Zusätzlich sorgt ein breites Dämpfungsband innerhalb der Rundtischkonstruktion dafür, dass unerwünschte Schwingungen beim Fräsen unterbunden werden. Und nebenbei profitiert auch die eingesetzte Werkzeugkonstruktion: Werkzeuge ohne Bearbeitungsvorrichtung verfügen über eine höhere Steifigkeit. Auf diese Weise verbessert sich die Präzision bei der Bearbeitung und die Standzeit steigt an.
Perfekt zugeschnittene Lösung
Unter diesen Vorzeichen kann es nicht überraschen, dass die Anlagenbauer des Rostocker Kompetenzzentrums mit der Rundtischlösung mehr als zufrieden sind. „Zudem hat sich auch die Durchlaufzeit pro Werkstück deutlich verringert. Das sorgt natürlich dafür, dass unsere Kosten sinken. Gleichzeitig ist die Bearbeitungsqualität herausragend“, bestätigt Geschäftsführer Dudeck.
Dabei ist dieser Erfolg auch das Ergebnis einer sehr engen Zusammenarbeit. Im intensiven Austausch zwischen DMR-Produktionsplanern sowie Rückle-Maschinenbauern wurde die Lösung entwickelt. Anschließend konnte die Anlage während ihrer Konstruktion perfekt auf die Anforderungen der Großanlagenbauer zugeschnitten werden. „Das ist immer unser Anspruch“, erklärt Rückle-Geschäftsführer Schöller. „Jede Lösung wird zusammen mit dem Kunden erarbeitet. Auf diese Weise entstehen Anlagen, die für deutliche Produktivitätssprünge sorgen.“
Mehr Informationen zu Zollern Rückle:
 |
Zollern Rückle GmbH & Co. KG |
|
Zainingerstraße 13 -15 |
|
72587 Römerstein-Böhringen |
|
Tel.: +49 (0)7382 9373-0 |
|
Fax: +49 (0)7382 9373-83 |
|
E-Mail: info@zollern.de |
|
www.zollern.com |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 2 - gesamt: 2315.




































