
Kritisches Material deutlich produktiver zerspanen
Cryolub machts möglich
Der positive Einfluss von kryogener Kühlung bei der Zerspanung von kritischen Materialien ist mittlerweile unbestritten. Wissenschaftliche Untersuchungen und Praxiserfahrungen untermauern die technologischen wie wirtschaftlichen Potenziale einiger kryogener Kühlsysteme. So etwa die von ATS cryolub® des Schmiersystem-Spezialisten Rother Technologie in einer Untersuchung des Forschungs- und Transferzentrum (FTZ) an der Westsächsischen Hochschule Zwickau: Im Vergleich zur Trockenbearbeitung einer Turbinenschaufel aus hochwarmfestem Stahl beeindruckte die mit dem Industriepreis „Push for Smart Industry“ ausgezeichnete CO2-Kühlstrategie mit einem Plus an Produktivität von 70 Prozent.
Titan, hochwarmfeste Stähle und andere Superlegierungen weisen für die Zerspanung äußerst negative Eigenschaften auf: Sie sind unter anderem hochfest und doch zäh, neigen zu Kaltverschweißungen und/oder leiten die Wärme schlecht ab. Daher steht beim Bearbeiten unter anderem vor allem optimales Kühlen und Schmieren im Fokus. Wer dort den Hebel mit innovativen Verfahren ansetzt, hat den Grundstein einer erfolgreichen Zerspanung gelegt.
Reiner Rother, Geschäftsführer von Rother Technologie: „Wer Hightech-Werkstoffe zerspant, muss alle relevanten Parameter des Zerspansystems, die in enger Wechselwirkung zueinander stehen, optimal aufeinander abstimmen, um wirtschaftlich bestmögliche Ergebnisse zu erhalten. So spielt beispielsweise im Gesamtsystem Maschine, Werkzeug, Zerspanstrategie auch die Werkzeugkühlung eine maßgebliche Rolle für den Erfolg. Mit der bedarfsorientierten und serienreifen Aerosolkühlung cryolub ist der Zerspaner auch bei zukünftigen Herausforderungen unter dem Motto ’Hitze verhindern statt bekämpfen’ auf der sicheren Seite.“
Die Bewertung der Eignung von cryolub zum 5- Achs-Drehfräsen hinsichtlich Kühlwirkung, Verschleißverhalten, Fertigungszeit- und Kosteneinsparpotenzial stand jüngst im Fokus einer Untersuchung des Forschungs- und Transferzentrum (Forschungsgruppe Spanungstechnik) an der Westsächsischen Hochschule Zwickau. Das Team um Projektleiter Prof. Dr. sc. techn. Schneeweiß analysierte anhand einer Schruppbearbeitung mittels Heliroughmethode einer Muster-Turbinenschaufel MTS02 aus hochlegiertem Werkzeugstahl (X12CrNiWB16-13) mit einer Zugfestigkeit von Rm =730 N/mm2 (220 HB) unter Verwendung kryogener CO2-Kühlung im Vergleich zur Trockenbearbeitung. Die Ziele der Untersuchung:
- Test der Aerosolmasteranlage cryolub 4000 der Firma Rother hinsichtlich Leistungsfähigkeit,
- Aufzeigen des Leistungspotenzials beim Schruppen mit kryogener Kühlung gegenüber Trockenbearbeitung unter Einsatz gesteigerter Schnittwerte,
- Auswirkungen der kryogenen Kühlung auf Werkstück und Temperatur.
Professor Schneeweiß: „Das Gesamt-Zerspansystem wurde optimal an die spezielle Applikation angepasst: Moderne Bearbeitungszentren sind für die Schwerzerspanung von Hightech-Werkstoffen zur Turbinenschaufelherstellung teilweise schon perfekt konfiguriert. Durch eine neue innere Kühlmittelzufuhr kann CO2 unter Druck und optimal dosiert durch die Motorspindel und durch das Werkzeug zielgenau in die Kontaktzone befördert werden. Die Croytec-Präzisionswerkzeuge der neuen Generation der Walter AG mit optimierten Kühldurchmessern und hochgenauer Ausrichtung der Kühlkanäle haben unter anderem eine prozessoptimierte Werkzeuggestaltung bzw. -geometrie hinsichtlich Transport von Aerosol und Gas von Spindel zum Werkzeughalter und zum Werkzeug.“
Die Dampfturbinenschaufel wurde aus dem Vollen – Kopfseite, Blatt, Fußseite – in nur 2,40 Minuten mit einem Zeitspanvolumen von 105 cm3/min herausgeschruppt.
Als Vergleichsprozess wurde die sonst übliche Trockenbearbeitung herangezogen, mit der die Bearbeitung des Werkstückes aber fast doppelt so lange, nämlich 4,34 Minuten, mit einem Zeitspanvolumen von 61 cm3/min dauert.
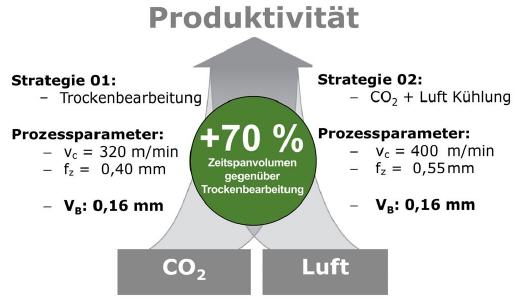
Der Freiflächenverschleiß am Walter Werkzeug war nach der Bearbeitung einer Schaufel bei rund 0,16 mm. Das Fräsen mit cryloub® von Rother drittelte diesen Wert fast auf 0,06 mm.
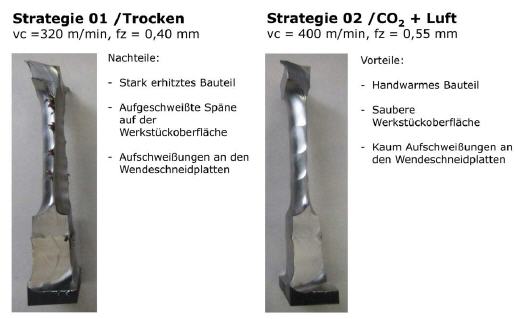
Um auf vergleichbare Verschleißwerte am Werkzeug zu kommen, konnten die Vorschubwerte für die Cryotec-Werkzeuge erhöht werden. Statt 320 m/min und einem fz von 0,4 mm erlaubt die Rother-Kühlung Vorschubwerte von 400 m/min und 0,55 mm fz.
Mit einem 70 Prozent höheren Zeitspanvolumen wird die Produktivität immens gesteigert. Dazu kommt auch noch, dass sich die Werkzeugtemperatur von maximalen 160°C bei der Trockenbearbeitung auf kryogekühlte 40°C einpendelt.
Prof. Schneeweiß: „Maschine, Werkzeug und Kühlsystem haben ihr Potenzial beeindruckend unter Beweis gestellt. Die Vorteile bei der 5-Achs-Schruppbearbeitung von Turbinenschaufelstahl mit „kryogener Kühlung“ (CO2+Luft) gegenüber Trockenbearbeitung sind aufgrund unserer Untersuchungsergebnisse vielfältig.“
Drastische Senkung der Fertigungskosten durch:
- Steigerung des Zeitspanvolumens um bis zu 70% unter Beibehaltung der Werkzeugstandmenge
- Senkung der Bearbeitungszeit pro Bauteil um 40% unter Beibehaltung der Werkzeugstandmenge
- Sehr geringe Kühlprozesskosten und Kühlgasverbrauch aufgrund optimierter Werkzeugkühlkanäle und Kühlstrategie
- Drastische Reduzierung der Werkzeugtemperaturen im Schruppprozess um über 100 Grad Celsius
- Handwarme Werkstücke nach dem Schruppprozess
- Reduzierung von Aufschweißung auf der Werkstückoberfläche durch „kalten Prozess“
- Saubere und trockene Späne, Reduzierung der Maschinenverschmutzung
- Vermeidung hoher Temperaturen in der Maschine (Spindel, Lager, Spanner etc.)

Die beeindruckenden Ergebnisse zum prozesssicheren industrietauglichem Einsatz der kryogenen CO2-Kühlung wurden in der Praxis nochmals in der Schweiz während der TechnologyDays der Starrag AG in Kooperation mit der Walter AG untermauert. Der im Auftrag der Firma Walter in Zwickau eingefahrene Prozess verblüffte dort mit nahezu gleichen Leistungs- und Schnittdaten die Brancheninsider.
Reiner Rother: „Oftmals wird in der Branche noch an der Serienreife von kryogenen Kühlsystemen gezweifelt. Das mag in vielen Fällen durchaus berechtigt sein – das getestete Zerspansystem mit der speziellen Starrag Maschine, den verfahrensoptimierten Walter Cryotec-Werkzeugen und die bedarfsorientierte kombinierte CO2-Luftkühlung cryolub haben ihr Potenzial hinsichtlich Performance und Serientauglichkeit bei der Bearbeitung von Hightech-Materialien beeindruckend unter Beweis gestellt. ATS cryolub funktioniert nicht nur prozesssicher, sondern lässt sich, wie auch unsere anderen Systeme, ATS-FeinAerosol und CO2-gekühltes Aerosol, in kürzester Zeit und ohne nennenswerte Produktionsbeeinträchtigung in den jeweiligen Workflow adaptieren beziehungsweise auf nahezu allen Bearbeitungszentren problemlos nachrüsten.“
Mehr Informationen zu Rother:
 |
Rother Technologie GmbH & Co KG |
|
Rübteile 20 |
|
72574 Bad Urach |
|
Tel.: +49 7125 407 905 |
|
Fax: +49 7125 407 990 |
|
E-Mail: kontakt@rother-technologie.de |
|
www.rother-technologie.de |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
");
if ($myplaintext==0) {
for ($i=0;$i<8;$i++) {
$digit=substr($digits,$i,1);
echo (" ");
}
} else {
echo($digits);
}
echo("
");
}
} else {
echo($digits);
}
echo("