



































Gelenkersatz in 1A-Qualität
Zerspanen medizintechnischer Teile
Hüftprothesen aus Titan bearbeitet die MBN Präzisionstechnik GmbH bevorzugt auf den stabilen Bearbeitungszentren FV1165 von Toyoda, die mit einem zusätzlichen zweiachsigen CNC-Drehtisch von pL LEHMANN ausgestattet sind. So lassen sich die Teile komplett in einem Arbeitsgang zerspanen und selbst bei Kleinserien enge Form- und Lagetoleranzen einhalten.
Als Thomas Müllner 2001 die MBN Präzisionstechnik GmbH gründete, hatte der gelernte Feinwerktechniker und Industriemeister bereits reichlich Erfahrung in der Präzisionsbearbeitung und als Betriebsleiter gesammelt. Mit Mut – und zwei Mitstreitern – startete er in einer angemieteten Halle, um als Zulieferbetrieb anspruchsvolle feinmechanische Komponenten herzustellen.
Heute – 15 Jahre später – beschäftigt MBN 22 Mitarbeiter, die im eigenen Gebäude im niederösterreichischen Pottendorf vor allem Komponenten für die Medizintechnik produzieren. Rund 70 Prozent des Auftragsvolumens stammen aus dieser Branche, der Rest verteilt sich auf verschiedene Industriesegmente, die hochwertige Teile und Komponenten benötigen. „Unsere Stärke liegt in der Bearbeitung komplexer Bauteile aus Titan-Werkstoffen, nichtrostenden Stählen und anderen schwer zerspanbaren Materialien“, beschreibt Thomas Müllner sein Tätigkeitsfeld. „Wir agieren jedoch nicht nur als Zerspaner, sondern als Komplettanbieter. Das heißt, wir bieten von der Entwicklungsunterstützung über die Produktion und Messtechnik bis zu sterilen Verpackung ein umfangreiches Leistungsspektrum an.“
Dieses ist zweifellos von den Anforderungen der Medizintechnik geprägt. Hohe Qualität und Präzision, gemessen und dokumentiert, ist bei Implantaten und chirurgischen Instrumenten eine Pflichtübung. Um auch die Wirtschaftlichkeit der Produktion zu gewährleisten, setzt MBN auf moderne Technik, wie Geschäftsführer Müllner erklärt: „Wir aktualisieren permanent unseren Maschinenpark, wobei wir darauf achten, dass jede Investition genau unseren Bedürfnissen entspricht , also nicht über- und schon gar nicht unterdimensioniert ist.“
Als 2011 der Kauf eines neuen Bearbeitungszentrums anstand, auf dem vor allem Hüftendoprothesen bearbeitet werden sollten, war klar: Die Maschine muss für Bauteile in einer Größe von etwa 200 mm optimal geeignet sein und insgesamt das Spektrum von 10 mm bis maximal 300 mm Kantenlänge abdecken. Zudem ist ein sehr stabiler Aufbau erforderlich, um die Zerspanung von Titan-Schmiedelegierungen in der geforderten Präzision und Oberflächengüte zu gewährleisten. Aus wirtschaftlicher Sicht legte MBN großen Wert auf die Möglichkeit zur fünfseitigen Komplettbearbeitung und späteren Automatisierung.
Die Wahl fiel auf das vertikale Toyoda-BAZ FV1165. Laut Thomas Müllner war diese stabile Maschine mit ihren großdimensionierten, gehärteten Präzisionsflachführungen und umfangreichem Ausstattungspaket den anderen in die Auswahl genommenen Mitbewerbern im Preis-/Leistungsverhältnis überlegen.
3+2 ist mehr als 5
Um die Komplettbearbeitung der komplexen Bauteile zu ermöglichen, sollte sie zusätzlich mit einem zweiachsigen CNC-Drehtisch ausgerüstet werden. Eine Kombination, mit der Thomas Müllner in den vergangenen Jahren bereits gute Erfahrungen gesammelt hatte: „Ein solches 3+2-Achsen-BAZ bietet eindeutige Vorteile gegenüber einer reinen 5-Achs-Maschine, bei der die vierte und fünfte Achse zumeist im Tisch liegen. Das verursacht nämlich beachtliche Störkanten, wodurch – vor allem bei kleinen Bauteilen – eine erhöhende Vorrichtung fürs Werkstück oder zumindest lange Werkzeuge erforderlich werden. Beides geht auf Kosten der Stabilität, fördert Vibrationen und mindert letztendlich die Präzision und Leistung der Maschine.“
Zudem ist eine 3+2-Lösung meist kostengünstiger in der Anschaffung und flexibler einsetzbar. Denn der aufgesetzte Dreh-/Schwenktisch lässt noch Platz, um zusätzlich einen Schraubstock auf den Maschinentisch zu montieren und so eine ergänzende Spannmöglichkeit für einfachere Werkstücke zu erhalten. Und sollte die Maschine zwischendurch für 1000 mm große Bauteile benötigt werden, ließe sich der Drehtisch einfach demontieren und innerhalb von 20 Minuten wieder in Betrieb nehmen.

Hohe Haltemomente begeistern die Zerspaner
Das gilt zumindest für den von Thomas Müllner gewählten CNC-Drehtisch des Schweizer Anbieters pL LEHMANN, Bärau. Der MBN-Chef betont: „Wie schon bei der Maschinenwahl stand auch hier die Qualität im Vordergrund. Ich kenne die Lehmann-Produkte schon seit über 20 Jahren und bin von ihrer Leistungsfähigkeit überzeugt.“ In der Vergangenheit sammelte er auch mit Drehtischen anderer Hersteller Erfahrung und kann sich daher das Urteil erlauben, „dass die Leistungsdaten und vor allem die Haltemomente der Lehmann-Drehtische deutlich höher sind.“
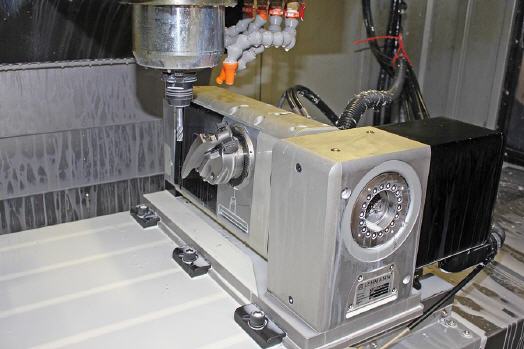
So ließ MBN das Bearbeitungszentrum mit einem LEHMANN CNC-Drehtisch T1-510520.LL fixX ausstatten. Dies ist ein zweiachsiger, einspindlig abgestützter Schwenkrundtisch (4. und 5. Achse) mit geklemmtem Gegenlager. Er eignet sich für kleine bis mittelgroße Werkstücke bis zu einem Kubus von etwa 250 mm. eine wichtigsten technischen Daten: Das maximale Klemmmoment der 4. Achse liegt bei 800 Nm, das der 5. Achse bei 2.600 Nm. Die maximale Spindellast beträgt 133 kg (0°…-30°) bzw. 89 kg (-30°…-90°). Die Teilgenauigkeit gibt pL LEHMANN mit 17 und16 arc sek (4. und 5. Achse) bei Standardausführung an. Bei Bedarf kann auch eine erhöhte Genauigkeit von 10 und 12 arc sek geliefert werden.
„Unserer Meinung nach passt dieser Drehschwenktisch mit seinen großen Haltemomenten und seiner Steifigkeit ideal zum stabilen Bearbeitungszentrum – und zu unseren Bauteilen“, urteilt Thomas Müllner, „weshalb wir 2013 noch eine zweite, identisch ausgestattete Maschine gekauft haben.“ Seine Erfahrungen mit beiden Produktionssystemen sind durchwegs positiv. Sie laufen stabil, so dass – im Gegensatz zu früheren 3+2-Lösungen – keinerlei Vibrationen auftreten. „Wir können die Leistung von BAZ und Drehtisch voll ausnutzen und halten die für Hüftprothesen erforderlichen engen Form- und Lagetoleranzen ebenso ein, wie wir die notwendige hohe Oberflächengüte erreichen“, berichtet Müllner.
Prozesssicherheit ist ein wichtiger Erfolgsfaktor
Zudem wirkt sich die hohe Stabilität positiv auf den Werkzeugverschleiß aus – insbesondere bei der Titanzerspanung. Dies ist nicht nur ein unmittelbarer Kostenfaktor, sondern auch ein wichtiges Element für hohe Prozesssicherheit, die wiederum entscheidend für eine erfolgreiche Automatisierung ist.
Diesem Thema widmete sich MBN vor etwa einem Jahr. In Eigenregie installierten Thomas Müllner und seine Mitarbeiter an der ersten Maschine ein Palettenlager, aus dem ein URC Gelenkarm-Roboter von Universal Robots (10 kg Transfergewicht) den LEHMANN-Tisch belädt. „Da der URC-Roboter keine Umhausung braucht, war die größte Aufgabe, die Schnittstelle zur Maschine mit Türöffnung etc. zu programmieren. Aber auch das ist uns gut gelungen, obwohl wir keine Automatisierungsspezialisten sind“, betont Müllner nicht ohne Stolz und erklärt, dass es sich gelohnt habe. Die Automatisierung erzeuge in diesem Fall zirka 20 Prozent mehr Output – bei gleichgebliebenen Bearbeitungszeiten. So ist die Automatisierung der zweiten Maschine bereits fest geplant.
Eine Grundvoraussetzung für die Automatisierung lässt Thomas Müllner nicht unerwähnt: „Die Spannmittel müssen automatisierbar sein.“ MBN ließ den CNC-Drehtisch schon beim Kauf mit dem ripas-Nullpunktspannsystem ausstatten. Dieses von pL LEHMANN angebotene System basiert auf einer normierten HSK-Spannung, wobei die Mitnehmer-Nocken besonders präzise geschliffen sind und axial einfedern können.
Das Gegenstück, der HSK-ripas-Adapter, weist ebenfalls eine sehr präzise Nute sowie eine Positionierbohrung für den Führungsbolzen auf. Das vollständig in die Spindel integrierte ripas-System System lässt sich jedoch auch mit handelsüblichen Norm-Adaptern und HSK-Spannsätzen betreiben. Laut LEHMANN-Katalog ist bei Drehtischen der Baureihe 500 (ab Edition 2) auch eine Nachrüstung möglich.
„Um uns alle Möglichkeiten offen zu halten,“ ergänzt Müllner, „haben wir nicht nur den LEHMANN-Drehtisch mit dem ripas-System automatisierungsfähig gestaltet, sondern auch für den ebenfalls auf dem Maschinentisch installierten Schraubstock eine pneumatische Spannung gewählt. So kann auch er vom Roboter mit Teilen bestückt werden. Das bedeutet für uns maximale Flexibilität bezüglich der automatisierten Maschinennutzung.“
Mehr Informationen zur Peter Lehmann AG:
 |
Peter Lehmann AG |
|
Bäraustrasse 43 |
|
CH-3552 Bärau |
|
Tel.: +41 (0)34 409 66 66 |
|
Fax: +41 (0)34 409 66 00 |
|
E-Mail: pls@plehmann.com |
|
www.lehmann-rotary-tables.com |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 1 - gesamt: 1934.




































