
Fräsen, wo andere erodieren
Präzisionswerkzeuge von MMC Hitachi Tool
Die Epoch-Deep-Serie war für Color Metal der Anlass, seinen Werkzeuglieferanten zu wechseln und den Fräsbereich auf MMC Hitachi Tool umzustellen. Über die Hälfte der früheren Erodierarbeiten werden heute hart gefräst – zum großen Teil mannlos rund um die Uhr und in einer Top-Oberflächenqualität.
Die Werkzeuge der neuen Epoch-Deep-Serie von MMC Hitachi Tool haben bei Color Metal vor gut drei Jahren den Anstoß gegeben, den Maschinenpark stark zu verjüngen und den Fräsbereich kräftig auszubauen. „Wir hatten damals die neue Reihe getestet und schnell festgestellt, dass nicht nur die Standzeit wesentlich angestiegen war, sondern sich auch das Bearbeitungsergebnis stark verbessert hatte. Und zwar sowohl im Vergleich zu den bei uns bislang verwendeten VHM-Fräsern Schweizer Herkunft als auch gegenüber den früheren VHM-Werkzeugen von MMC Hitachi Tool“, blickt Markus Ortlieb, Leiter des CAM-Bereichs bei Color Metal, zurück. „Hinzu kam, dass die Werkzeuge der Epoch-Deep-Serie zu großen Teilen bedeutend weniger kosten als die MMC Hitachi Tool-Werkzeuge, die wir von früher her kannten. Wir haben erst mal die Hightech-Bearbeitungszentren mit Palettenwechslern komplett mit MMC Hitachi Tool-Werkzeugen ausgerüstet und dann nach und nach die anderen Maschinen.“
Inzwischen werden bei Color Metal im Fräsbereich zu etwa 85 Prozent MMC Hitachi Tool-Werkzeuge verwendet. Verstärkt auch in Bereichen, die früher erodiert wurden. Natürlich ist bei Color Metal das Senkerodieren nicht ganz verschwunden. Hier werden Grafit-Elektroden auch mit MMC Hitachi Tool-Werkzeugen der HD-Serie – welche noch stark erweitert wird, wobei man sich bei Color Metal besonders auf die kleineren Abmessungen freut – hocheffizient sowie rund um die Uhr automatisch gefräst, gewaschen, vermessen, zwischengelagert und in die beiden Erodiermaschinen eingewechselt.
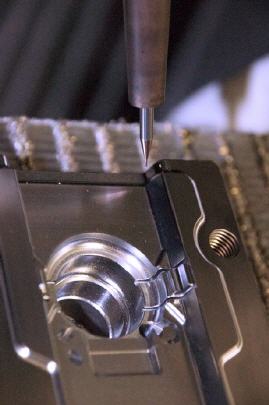
Natürlich ist das Arbeiten mit einem 0,2er Fräser eine heikle Sache, zumal es schon bei deren Bruchstabilität unter den Herstellern gewaltige Unterschiede gibt, wie man bei Color Metal bereits erlebt hat. Vor der Bearbeitung wird der Fräser per Druckluft von eventuellen Verunreinigungen befreit. Dabei sind die sehr dünnen Fräser gerne mal abgebrochen. Mit MMC Hitachi Tool ist das den Badenern noch nie passiert. Deshalb verwendet MMC Hitachi Tool bei diesen filigranen VHM-Werkzeugen, die als Torusfräser (EPDRE) und Kugelfräser (EPDBE) von 0,1 bis 6 Millimeter Durchmesser zum Einsatz kommen, neben einer neuen Geometrie, die vor allem den Bereich der Verjüngung zwischen Schaft und Schneide betrifft, ein besonders hochwertiges Feinstkornsubstrat. Zusammen mit der ebenfalls neu entwickelten ATH (TH60+) und einer Radiustoleranz (CR) von 0,005 Millimetern beim EPDRE, lassen sich mit diesen Miniaturfräsern Kalt- und Warmarbeitsstähle mit Härten bis zu 70 HRC extrem prozesssicher bearbeiten.
Auch das alte Problem, dass bei der Hartbearbeitung mit VHM-Werkzeugen hohe Präzision mit starkem Werkzeugverschleiß erkauft wird, hat MMC Hitachi Tool mit seiner Evolution-Serie dank neuer Schneidengeometrien und Beschichtungen weitgehend gelöst. So werden Standzeiten erreicht, die an die von CBN heranreichen, ohne dessen Nachteile in Kauf nehmen zu müssen. Denn das an sich verschleißfestere kubische Bornitrid (CBN) neigt bei harten Werkstoffen gerne zu Ausbrüchen, vor allem bei längeren Bearbeitungszeiten. Doch gerade das prozesssichere Fräsen ist für Color Metal extrem wichtig, nicht zuletzt wegen der Automatisierung. Die MMC Hitachi Tool-Werkzeuge gewährleisten mit ihrer Qualität, dass alle sechs Paletten durchlaufen – und zwar ohne Probleme.
Die Umstellung auf MMC Hitachi Tool hat sich auch auf der Ausgabenseite schnell positiv bemerkbar gemacht. Ein Grund dafür ist neben der höheren Standzeit die wirklich gleichmäßige Qualität, die MMC Hitachi Tool bietet. Jeder Fräser ist laut Color Metal zu 99,99 Prozent exakt so, wie man ihn bestellt hat. Als effektiver Kostendämpfer hat sich auch die neue Generation von Wendeplattenfräsern erwiesen, die in Heitersheim als Torusfräser der APHP-Reihe in Durchmessern zwischen 12 und 20 Millimetern eingesetzt werden. Ein weiterer Kostenvorteil sind die wesentlich höheren Vorschübe, die mit den Werkzeugen der Evolution-Reihe möglich sind. Rund 50 Prozent mehr als bei vielen Produkten der Wettbewerber sind mit MMC Hitachi Tool möglich.
Ein weiterer wichtiger Aspekt in puncto Kosten ist die heute erzielbare Oberflächenqualität. Das Beispiel einer per EPDRE-Fräser auf Endmaß geschlichteten Oberfläche könnte man auch als Spiegel nutzen.Das Fazit fällt positiv aus: „Bei den Schnittwerten sind wir mit den Evolution-Werkzeugen gegenüber früher um durchschnittlich 15 bis 20 Prozent besser geworden, bei gleichzeitig rund 30 Prozent höherer Standzeit. Auch die Restmaterialbearbeitung hat sich deutlich verbessert, da MMC Hitachi Tool-Werkzeuge mit sehr niedrigen Toleranzen hergestellt werden, die auch wirklich stimmen“, betont Markus Ortlieb. „Hier hat die Evolution-Reihe einen richtigen Schub ausgelöst, da nun auch in Ecken, wo superdünne Werkzeuge bis zu 0,2 Millimeter Durchmesser zum Einsatz kommen, prozesssicher gefräst wird. Die MMC Hitachi Tool-Werkzeuge halten, was man von anderen Herstellern hier nicht immer behaupten kann.“
Mehr Informationen zu MMC Hitachi Tool:
 |
MMC Hitachi Tool Engineering Europe GmbH |
|
Itterpark 12 |
|
40724 Hilden |
|
+49 (0) 21 03 - 24 82-0 |
|
+49 (0) 21 03 - 24 82-30 |
|
E-Mail: info@mmc-hitachitool-eu.com |
|
www.hitachitool-eu.com |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
");
if ($myplaintext==0) {
for ($i=0;$i<8;$i++) {
$digit=substr($digits,$i,1);
echo (" ");
}
} else {
echo($digits);
}
echo("
");
}
} else {
echo($digits);
}
echo("