
Wasserstrahlzuschnitte versus Elastomerformteil
Produktionsalternativen im Fokus
Dass das Wasserstrahlschneiden oft die bessere Alternative zu vermeintlich naheliegenden Verfahren ist, zeigt das Unternehmen Berger S2B Gmbh anhand eines Schlüsselanhängers.
Wie gut es ist, in Produktionsalternativen zu denken, zeigt das folgende Beispiel.
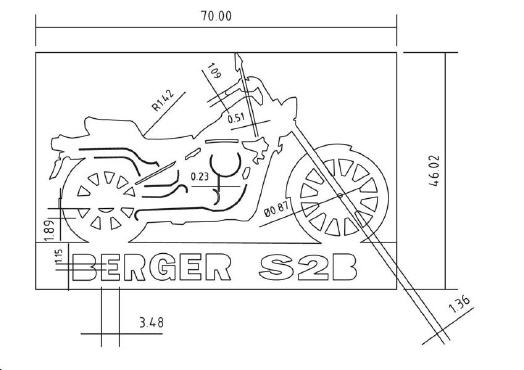
Sie benötigen für einen Prototypen oder eine kleine bis mittlere Serie (z.B. bis ca. 5.000 Stück) zweidimensionale Elastomerteile wie z.B. ein Schlüsselanhänger in Form eines Motorrades entsprechend der beigefügten Zeichnung mit einer Dicke von 10 mm.
Welche Gedanken muss sich ein Formteilehersteller in Anbetracht einer solchen Aufgabe machen? Die Stückzahl rechtfertigt kein Mehrfachwerkzeug. Bei dieser Gesamtmenge kann wirtschaftlich nur das Pressverfahren in Betracht gezogen werden. Das Fließverhalten des gewählten Elastomers muss sehr gut sein. Die filigranen Teile (z.B. Lenkrad) vulkanisieren viel schneller als die kompakteren Teile (z.B. Standfuss), sodass hier eine sehr aufwändige Kaltkanaltechnik notwendig ist.
Um das vulkanisierte „Motorrad“ unverletzt aus dem Werkzeug zu bekommen, muss eine aufwändige Entformungstechnik zugrunde gelegt werden. Die Restgrate der Vulkanisation können nur mittels Handarbeit entfernt werden, alternativ wäre eine aufwändige Flashless-Werkzeugtechnik notwendig. In diesem Sinn muss bei diesem Verfahren mit Werkzeugkosten in beträchtlicher Höhe gerechnet werden, wenn überhaupt eine Produktion dieser Art in Frage kommt.
Eine weitere Alternative wäre das Spritzen eines Profils in Form der Kontur, wofür ein aufwändiges Werkzeug, hier Mundstück notwendig ist. Bei diesem Verfahren kommt, durch die zu geringe Stückzahl, da z.B. bei 5.000 Stück lediglich 50 Meter Profil zu produzieren wären, nur der Autoklav in Frage. Ob die Kontur überhaupt so produzierbar ist bleibt zweifelhaft. Zudem würde die Schneidetechnik dann auch an den filigranen Stellen, bei der Dicke von 10 mm an ihre Grenzen kommen.
Eine dritte Produktionsvariante und in diesem Fall die zielführende Technik ist die Herstellung mit Hilfe der Wasserstrahlscheidetechnik, bei der mittlerweile auch 3D-Schnitte Stand der Technik sind. Als Halbzeug gibt es z.B. Gummi- oder Kunststoffplatten in den unterschiedlichsten Standarddicken. Kommt es auf eine genaue Dicke an, können Platten auf die gewünschte Dicke geschliffen werden. Die notwendigen Schnitte, auch die filigranen, stellen für die Wasserstrahlschneidetechnik technisch keine Herausforderung dar.
Für die Produktion werden keine Werkzeuge sondern lediglich DXF-Zeichnungen benötigt. Bedingt durch den einfachen Prozess lassen sich die Teile zumeist sehr kurzfristig produzieren und falls es Änderungen gibt, ist lediglich die Zeichnung und nicht etwa ein Werkzeug zu ändern. In vielen Fällen ist diese Technik auch eine gute Alternative zu der 3D-Drucktechnik, zumal die Werkstoffvielfalt fast unschlagbar ist.
So gesehen zeigt sich der Vorteil in Produktionsalternativen zu denken und das Für und Wider abwägen zu können. Mit über 85 Jahren Elastomererfahrung bietet Berger S2B in Mannheim seinen Kunden Lösungen wie diese vom Einzelstück bis zur automotiven Großserie.
Mehr Informationen zur Berger S2B GmbH:
 |
Berger S2B GmbH |
|
Hans-Thoma-Str. 49-51 |
|
68163 Mannheim |
|
Tel: +49 (0)621 41003-0 |
|
E-Mail: Info@bergerS2B.com |
|
www.bergers2b.com |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
");
if ($myplaintext==0) {
for ($i=0;$i<8;$i++) {
$digit=substr($digits,$i,1);
echo (" ");
}
} else {
echo($digits);
}
echo("
");
}
} else {
echo($digits);
}
echo("