



































Präzision auf langen Bahnen
Ein Kniff macht es möglich
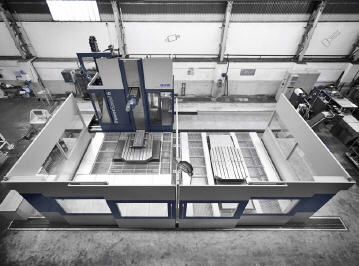
Bei der Bearbeitung von großen Motoren- und Maschinenteilen ist für die SHW Bearbeitungstechnik GmbH Schnelligkeit und Flexibilität ein wichtiger Wettbewerbsvorteil. Weil der Lohnfertiger darüber hinaus auch für seine Präzision in der Großteilebearbeitung bekannt ist, vertrauen ihm selbst Schleif- und Messmaschinenhersteller die Fertigung ihrer zentralen Maschinenteile an. Mit einem neuen Bearbeitungszentrum will man die Vorteile weiter ausbauen und setzt dabei auf die erste Serienmaschine der neuen, verbesserten ›PowerSpeed 6‹-Baureihe von SHW.
 |
 |
|
 |
„Wir setzen die neue PowerSpeed 6 schon jetzt immer öfter zum Schlichten auf langen Bahnen ein“, schildert Roland Ziegler sichtlich begeistert seine Zufriedenheit mit der Neuanschaffung. Obwohl der Geschäftsführer und Mitinhaber der SHW Bearbeitungstechnik erst seit Januar 2013 die Maschine sein eigen nennen kann, ist er doch schon von den Leistungen der verbesserten Baureihe der Nachbarn überzeugt. „Auf den langen Fräsbahnen eines 20-Zylinder Motors sind keinerlei Übergänge zu sehen oder zu spüren. Das hatte ich so nicht erwartet.“
Mit einem ganzen Bündel an Maßnahmen haben die Experten der SHW Werkzeugmaschinen GmbH die PowerSpeed-Baureihe verbessert. Die gravierendsten sind ein verbreitertes Maschinenbett, die breitere Integralständerbauweise, die jetzt mit Polymerbeton ausgefüllt ist und der patentierte SHW DynamicDrive. Das sorgt für Ruhe, Schnelligkeit und Stabilität nicht nur auf langen Bahnen.
Aufträge für die Fertigung hochpräziser Teile erhält die SHW Bearbeitungstechnik vom who-is-who der deutschen Werkzeugma¬schinenhersteller. „Darunter sind nicht selten die Herzstücke einer Werkzeugmaschine, wie zum Beispiel große Zapfenkreuze für Walzmaschinen“, berichtet Ziegler. Die große Herausforderung sind Maschinenteile für Schleif- und Messmaschinen, die eine schier unvorstellbarere Präzision haben müssen. Ziegler schildert es drastisch: „Wenn’s sein muss, spalten wir dann sogar das µ.“
Hinzu kommen Großteile aus dem Motoren- und Aggregatebau wie Getriebegehäuse, energieeffiziente 20-Zylinder Gasmotoren für niederländische Gewächshausplantagen oder 18-Zylinder Dieselmotoren für Lokomotiven der russischen Eisenbahn.
Die Auftraggeber schätzen bei SHW Bearbeitungstechnik neben Präzision und Zuverlässigkeit auch die Schnelligkeit, mit der Aufträge bearbeitet werden. Darauf legt der Geschäftsführer großen Wert. „Als relativ kleines Unternehmen können wir mit Schnelligkeit und Flexibilität punkten. Da werden Fertigungspläne auch schon mal kurzfristig umgeschmissen.“ So konnte das Unternehmen vor Kurzem einen Auftrag ergattern, weil man einen Liefertermin von vier Wochen zusagen konnte, „wo Mitbewerber 10-14 Wochen in Aussicht gestellt hatten.“
Diese Kriterien der Flexibilität und Schnelligkeit legt Ziegler auch bei den eingesetzten Maschinen an. Und so sind kurze Rüst- und Wechselzeiten an den Bearbeitungszentren ebenso wichtig wie Präzision und Stabilität.
Größerer Vorschub verkürzt Bearbeitungszeit
Bei Losgrößen von eins bis fünf, wie sie bei dem Lohnfertiger an der Tagesordnung sind, erhält auch ein schneller Eilgang große Bedeutung. In all diesen Punkten hat die neue PowerSpeed 6 bereits nach kurzer Zeit überzeugt und die Richtigkeit der Entscheidung bestätigt. „Durch die Schnelligkeit im Eilgang in Verbindung mit der größeren Stabilität können wir mit größerem Vorschub durch die Werkstücke fahren, und das schon beim Schruppen. Das verkürzt die Bearbeitungszeiten deutlich“, berichtet Ziegler von ersten Erfahrungen.
Möglich wird dies unter anderem durch die patentierte Weltneuheit DynamicDrive, mit der sich längere Fahrwege mit großer Auskragung des Fräskopfs in hoher Geschwindigkeit zurücklegen lassen, ohne dass Stabilität und Präzision leiden. Die clevere Lösung sorgt dafür, dass die Bearbeitungsachse beim Verfahren des Spindelstocks stets planparallel zum Bearbeitungstisch und damit zur Bearbeitungsfläche des Werkstücks bleibt. DynamicDrive kompensiert in Echtzeit mögliche schwerkraftbedingte Ausweichtendenzen des Spindelstocks nach unten ebenso wie ein Ausweichen des Fräskopfes nach oben durch den Widerstand des zu bearbeitenden Werkstücks.
So werden auch verschiedene Gewichtsverhältnisse durch unterschiedlich schwere Fräsköpfe ausgeglichen. Der Kniff dabei ist die Teilung des Spindelstock-schlittens in zwei Teile, diese sind über ein Radiallager miteinander verbunden sowie auf einem Ölfilm hydropneumatisch gelagert, was deren Drehung ermöglicht. Des weitern “hängt“ der gesamte Schlitten an einem hydraulischen Gewichtsausgleich um Ihn in sehr hoher Präzision justieren zu können. Die Daten dafür erhält die Einheit von einem eigenen, in Echtzeit messenden und korrigierenden System. So wird eine dynamische Korrektur abhängig von der tatsächlichen Situation möglich.
Ein Kniff sorgt für größere Präzision
Durch die clevere Teilung des Schlittens kann der Spindelstock-träger in Profilführungen über moderne Wälzlager geführt werden, die sich stufenlos einstellen lassen. Die Profilführungen sind für eine noch präzisere Einstellung vorgespannt. Die modernen, flüssigkeitsgekühlten Gantry-Direktantriebe führen den Schlitten bis auf 3.100 mm in Y-Richtung und senken den Wärmeeintrag zusätzlich, auch weil sie aufgrund des hydraulischen Gewichtsausgleichs ohne Getriebe auskommen.
Den Integralständer haben die Konstrukteure breiter ausgelegt und für größere Ruhe und Stabilität mit Polymerbeton gefüllt. Des Weiteren haben die Konstrukteure das Maschinenbett auf 1220 mm verbreitert. Dadurch lässt sich die Quattro-Energiekette der X-Achse in das Maschinenbett integrieren. Zusammen mit der Teleskopabdeckung ist die Energieführungskette somit zuverlässig vor Spänen und Kühlemulsion geschützt.
Die Elektrikinstallation ist zudem in BUS-Technologie dezentral aufgebaut. Steuerung und Elektrik für die bewegten Einheiten fahren in einem Schaltschrank mit dem Ständer über den gesamten Fahrweg von 8.000 mm in X-Richtung mit. Ein zweiter Schaltschrank versorgt die stationären Verbraucher. Dadurch kann die Energieführungskette der X-Achse sehr kompakt gestaltet werden, Installation, Diagnose und Fehlerbehebung gestalten sich wesentlich komfortabler.
50 Jahre „Orthogenialkopf“
Kernstück der SHW Maschinen ist seit nunmehr 50 Jahren der von dem innovativen Unternehmen erfundene kompakte und kraftvolle Orthogonalkopf. SHW-Konstrukteur Arnold Daßler hatte 1963 die geniale Idee des doppelt schwenkbaren Fräskopfes. 2013 wird dieses Jubiläum entsprechend gefeiert werden.
Mit dem planverzahnten flüssigkeitsgekühlten Orthogonal-Fräskopf können rechnerisch 64.800 Positionen des Werkstücks schnell und positionsgenau angefahren werden, resultierend aus 180 Grad Schwenkbereich der A-Achse und 360 Grad der C-Achse. Der kompakte Kopf schwenkt vollautomatisch in jede gewünschte Position. „Das schafft genau die Flexibilität, die wir brauchen“, bestätigt Ziegler, der als Sonderlösung sogar einen verlängerten Orthogonalkopf für noch mehr Möglichkeiten geordert hat.
Mit der im Januar 2013 in Betrieb genommenen Maschine bearbeiten die Mitarbeiter Werkstücke bis zu Dimensionen von 2.500 x 4.000 mm. Zwei Tische sorgen dabei für weitere Flexibilität und Produktivität. Abschließend fasst Ziegler zusammen: „Bereits in der kurzen Zeit hat die neue PowerSpeed 6 unsere Skepsis in Bezug auf die versprochene Präzision restlos zerstreut und uns rundum von ihrer Leistungsfähigkeit überzeugt.“
Mehr Informationen:
 |
SHW-Werkzeugmaschinen GmbH |
|
Alte Schmiede 1 |
|
73433 Aalen-Wasseralfingen |
|
Tel.: +49 7361 5578 800 |
|
Fax: +49 7361 5578 900 |
|
E-Mail: info@shw-wm.de |
|
www.shw-werkzeugmaschinen.de |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 1 - gesamt: 2496.




































