



































Homogenere Aerosolverteilung
Einkanal- schlägt Zweikanallösung
SKF hat das Einkanal-Minimalmengenschmiersystem ›Digital Super BPC‹ mit Bypass Control weiter verbessert und bietet jetzt zusätzliche Varianten des Systems an: Das ressourcenschonende System kann jetzt auch die über den Bypass geführte Aerosolmenge in einen Nachfüllbehälter zurückführen. Außerdem wurde die gesamte Steuerung des Bypasses in das Hauptgerät integriert, wodurch nun eine Geräte-Variante mit zwei integrierten, unabhängigen Aerosolerzeugern mit Bypass Control angeboten werden kann – zum Beispiel für den Einsatz in Mehrspindlern.

Umfangreiche Tests haben gezeigt, dass das Einkanal-System ›Digital Super BPC‹ von SKF vergleichbare bis bessere Ergebnisse erzielt als die aufwändige und verbrauchsintensivere Versorgung mit einem Zweikanal-System: Das Aerosol gelangt mittels Digital Super BPC selbst bei kleinen und langen Werkzeugen mit hohem Volumenstrom zuverlässig und in optimaler Konsistenz an die Bearbeitungsstelle und verbessert so den Prozess.
Dass das Bohren kleiner Löcher mit langen Werkzeugen in komplexen Aluminiumlegierungen (wie sie beispielsweise im Motorenbau Verwendung finden) eine besondere Herausforderung darstellt, ist in der Branche allgemein bekannt. Ergo hatten sich die SKF-Ingenieure zum Ziel gesetzt, die Aerosolversorgung für Tieflochbohraufgaben mit Durchmessern unter fünf Millimetern und Tiefen größer 25 x D in einen entsprechend anspruchsvollen Werkstoff (beispielsweise AlSi7Mg) zu verbessern.Bei der inneren Minimalmengenschmierung erfolgt die Aerosolversorgung zu den Werkzeugschneiden über kleine Kühlkanäle (mit Durchmessern zwischen 0,5 und 0,8 Millimetern) im Werkzeug.
Das Aerosol muss per Druckluft prozesssicher an die Schneiden gelangen, diese schmieren und die Späne zuverlässig abführen. Mit zunehmender Bohrtiefe werden die Druckverhältnisse in den Kühlkanälen – und damit die Bedingungen zur Aerosol-Erzeugung – immer schwieriger, und es besteht die Gefahr von Werkzeugbruch sowie Ausschuss. Insbesondere bei Werkstücken aus hochwertigen Legierungen oder teuren Spezial-Werkzeugen können so unnötig hohe Kosten entstehen.
Sicheres Tieflochbohren
Die SKF-Entwicklung macht das Tieflochbohren durch eine effiziente Regelung prozesssicher: Mithilfe von bis zu sechs Venturidüsen sowie zwei Zusatzdüsen wird das Aerosol als feiner Sprühnebel in der Aufbereitungseinheit erzeugt und über einen Kanal durch Leitungen, Spindel, Spannsystem und Werkzeug geführt. Während des Betriebs wird die Differenz zwischen Eingangs- und Behälterinnendruck ermittelt und überwacht.
Fällt durch die Verwendung eines Werkzeugs mit sehr kleinem Kühlkanalquerschnitt die Druckdifferenz unter einen bestimmten Wert, so kann das den Prozess der Aerosolproduktion ungünstig beeinflussen. Um dies zu verhindern, setzt SKF eine Bypass-Lösung ein: Das Bypass-Ventil wird angesteuert, wenn ein Drucksensor ungünstige Druckverhältnisse registriert. Die integrierte Steuerung ›Bypass Control‹, die nun in das Hauptgerät integriert ist, regelt dabei druckgesteuert die Taktung des Ventils.
Praxiserfahrungen haben gezeigt, dass ein Differenzdruck von etwa zwei Bar ideal für Menge und Qualität des Schmierstoffs ist. Denn dann haben die Aerosol-Tröpfchen eine Größe zwischen 0,5 und 0,7 Mikrometern und erzielen eine optimale Schmierwirkung. Das Bypass Control-System ermöglicht eine gleichmäßige Aerosolerzeugung und einen konstanten Transport, indem stets ein ausreichend hoher Volumenstrom zur Aufrechterhaltung der Druckdifferenz in der Aufbereitungseinheit sichergestellt wird. Ferner führt die Taktung des Bypasses zu definierten Druckstößen, die die Späneförderung beziehungsweise den Spanbruch gezielt unterstützen. Für stabile Prozessverhältnisse sorgt zudem eine Bypass-Drossel, die einen schlagartigen Druckabfall am Werkzeug sowie eine zu kurze Öffnung des Bypass-Kanals verhindert.
Bisher wurde die Bypassleitung in die Absaugung der Werkzeugmaschine geführt. Bei dem weiterentwickelten System von SKF ist es nun möglich, mithilfe eines Spezialbehälters das Aerosol der Bypass-Leitung in seine Komponenten ›Luft‹ sowie ›Öl‹ zu trennen und das Öl wieder dem Nachfüllbehälter zuzuführen. Somit steht nun ein geschlossenes System zu Verfügung, das neben der Öleinsparung zudem eine reduzierte Belastung der Absaugung sowie der Filter des Arbeitsraums als Vorteile bietet.Auch beim Werkzeugwechsel kann der Bypass nun gezielt zum Voreinsteuern des MMS für das nachfolgende Werkzeug genutzt werden: Bereits während des Werkzeugwechsels kann das geeignete MMS-Programm aufgerufen werden, welches dann für die kommende Bearbeitungsaufgabe das optimale Aerosol erzeugt.
Nach dem Öffnen des Kugelhahns vor der Spindel steht dieses sofort für die nächste Bearbeitungsaufgabe zur Verfügung. Damit beim Werkzeugwechsel kein überschüssiges Aerosol aus dem Bypass in die Umgebung entweicht, wird es in dem Rückführbehälter aufgefangen, der darin enthaltene Öl-Anteil abgeschieden und in den Nachfüllbehälter des Systems zurückgeführt.
Messbare Vorteile
SKF bietet das MMS-System als modularen Baukasten an und eröffnet damit eine hohe Anwendungsvielfalt. Welche weiteren Vorteile das System gegenüber den technisch aufwändigeren Zweikanal-Lösungen bietet, haben umfangreiche Praxis-Tests bereits gezeigt. Zu diesem Zweck stellte der Präzisionswerkzeug-Spezialist Gühring hochmoderne Messtechnik zur Verfügung, um die Tests durchzuführen und auszuwerten.
Zum Einsatz in AlSi7Mg kam ein Bohrer mit 4,5 Millimetern Durchmesser und 200 Millimetern Länge bei Kühlkanaldurchmessern von 0,6 Millimetern. Messungen in umfangreichen Versuchsaufbauten haben ergeben, dass ein höherer Eingangsdruck von zehn Bar in Verbindung mit der patentierten ›SKF Bypass Control‹ zu einer verstärkten Ausbringung von Aerosolpartikeln mit kleinerem Durchmesser führt. Dies begünstigt eine gute Benetzung der Bearbeitungszone und damit eine Verbesserung der Werkzeugstandzeit und der Werkstückqualität.
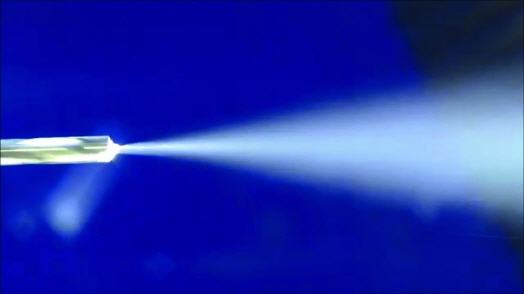
An einem speziellen MMS-Prüfstand von Gühring fanden Sprüh- und Mengentests sowie eine visuelle Erfassung des Sprühverhaltens mit einer Kamera statt. Ergebnis: Der Einsatz von ›Digital Super‹ samt ›Bypass Control‹ mit zehn Bar Eingangsdruck zeigte eine prozesstechnisch günstigere, homogenere Aerosolverteilung als beim Zweikanal-System. Videoaufnahmen lieferten den Nachweis eines feinen, gleichmäßigen Aerosol-Austritts am Werkzeug, der für eine hohe Bearbeitungsqualität erforderlich ist.
Im Anschluss an die Prüfstandsanalysen wurde ein Block aus AlSi7Mg mit einer Schnittgeschwindigkeit von 130 m/min sowie einem Vorschub von 0,2 mm/U bearbeitet. Das Werkzeug befand sich in einem Hydrodehnspannfutter. Ziel war es, Bohrverhalten und Verschleiß auf einer Strecke von insgesamt 100 Metern zu untersuchen und einen Vergleich von Ein- und Zweikanal-Systemen herauszuarbeiten. Die Lösung von SKF benötigte eine Schmiermenge von 18 Milliliter pro Stunde. Nach einer Gesamtbohrstrecke von 100 Metern befand sich das Werkzeug noch in ausgezeichnetem Zustand. Das Zweikanal-System lag im Verbrauch deutlich höher und benötigte 40 Milliliter Schmierstoff pro Stunde bei zum Teil höherem Werkzeugverschleiß.
Zusätzliche Untersuchungen auf dem Prüfstand haben ergeben, dass ein deutlich homogeneres Aerosol gegenüber der Zweikanal-Variante entsteht. Prozessbeeinträchtigende größere Tropfen – wie beim Zweikanal-System üblich – traten nicht auf. Die Bohrversuche zeigten, dass mit der SKF-Lösung teilweise höhere Standwege realisiert werden können als beim Zweikanal-System. Mit dem SKF Digital Super lassen sich damit trotz geringerer Ölmengen gleiche bis bessere Zerspanergebnisse erzielen. Dabei ist in der industriellen Praxis vielfach die Meinung verbreitet, höhere Ölmengen führten zu besseren Prozessen. Die Tests von SKF haben dies eindeutig widerlegt.

Mehr Informationen zur SKF GmbH:
 |
SKF GmbH |
|
Gunnar-Wester-Straße 12 |
|
97421 Schweinfurt |
|
Tel.: +49 (0) 97 21 56-0 |
|
Fax: +49 (0) 97 21 56-60 00 |
|
www.skf.com |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 1 - gesamt: 10756.











































