



































Die alternative Art der Nullpunktermittlung
Nützliche Zyklen selbst programmieren
Das Programmieren mit Parametern ist ein Schlüssel zu einer besonders raschen Art der Programmerstellung. Mit Hilfe dieser Technik kann sich jeder Facharbeiter den täglichen Programmier-Alltag sehr erleichtern. Mit vertieften Kenntnissen der Steuerung ist es beispielsweise extrem einfach, beim Einrichten von Drehmaschinen den Nullpunkt eines neuen Werkstückes ohne „Ankratzen“ festzulegen.
Parameter für den Anschlagzyklus
Die Bestimmung des Werkstück-Nullpunktes wird auf CNC-Drehmaschinen vielfach noch via „Ankratzen“ mit dem Drehmeißel durchgeführt. Eine umständliche Methode, die man sich sparen kann, wenn der Umgang mit der Parameterprogrammierung vertraut ist. Das folgende Beispiel ist für eine schon etwas betagte Sinumerik 820 T-Steuerung geschrieben worden. Es sollte nach gründlichem Studium des Quelltextes keine Probleme bereiten, den Code an moderne Steuerungen anzupassen.
Für Parameter ist in der Sinumerik 820 T-Steuerung der Buchstabe ›R‹, dem eine Zahl folgt, zuständig. Mit den Parametern alleine ist es jedoch nicht möglich, beispielsweise auf den Werkzeug- oder den Nullpunktspeicher zuzugreifen. Für diesen Zweck gibt es in der Sinumerik-Steuerung sogenannte @-Befehle. Mit Hilfe dieser Befehle können die in den Parametern stehenden Werte einem Speicherbereich der Steuerung übergeben werden. Dies kann man sich für allerlei Nützliches zu Eigen machen. Zum Beispiel ist es mit den @-Befehlen keine Kunst, eigene Zyklen zu schreiben.
Zyklen, die der Hersteller vergessen hat
Von Haus aus sind bereits zahlreiche Zyklen in Steuerungen enthalten. Diese sorgen dafür, dass das Gewindeschneiden ebenso einfach zu programmieren ist, wie das Ausräumen einer Konturtasche. Vergebens sucht man in der Regel jedoch einen Zyklus, der es ermöglicht, auf einfache Art den Nullpunkt an der Stirnseite eines Drehteils zu setzen. Doch kann dem Missstand rasch abgeholfen werden, da so ein Zyklus sehr einfach selbst programmiert werden kann.
Alles was man dazu wissen muss, ist der Umgang mit dem @-Code 430, da dieser benötigt wird, um den berechneten Nullpunktwert in den Speicher zu schreiben. Bevor es jedoch so weit ist, schadet es nicht, den Rechenweg zum Nullpunktwert näher anzusehen.
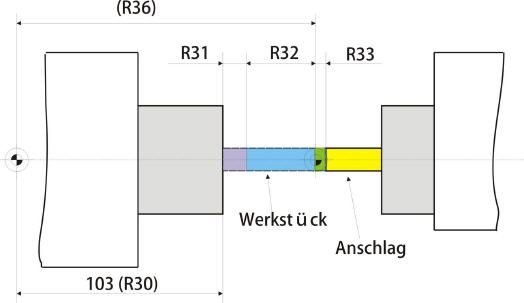
Zunächst ist die Überlegung anzustellen, wie man überhaupt zu diesem Wert kommen kann. Schnell stellt sich heraus, dass man dazu nur die Spannmittellänge, die Drehzugabe und die Drehlänge addieren muss, um zum gewünschten Wert zu kommen. Nun gilt es nur noch, einen im Revolver eingespannten Anschlag an diese Stelle zu positionieren, damit das Werkstück dort bequem angeschlagen werden kann.
Mehr Eingabekomfort
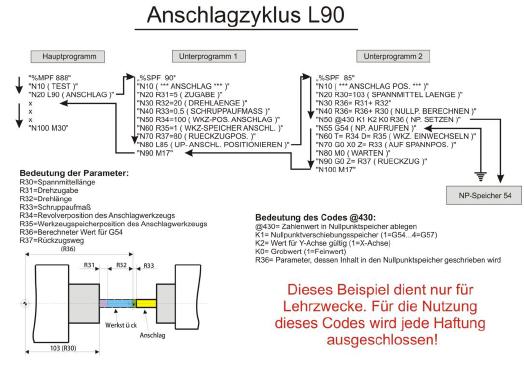
Natürlich will man den Zyklus für unterschiedlichste Teile verwenden, weshalb man natürlich einen Weg sucht, um bequem unterschiedlichste Werte im entsprechenden Parameter einzugeben. Dazu programmiert man einfach ein eigenes Unterprogramm, das ausschließlich zur Werteeingabe dient. Im Beispiel wurde dieses Unterprogramm mit dem Namen ›L90‹ versehen. Hier sind direkt passende Werte in die Parameter R31 bis R37 eingebbar. Das Unterprogramm hat folgenden Aufbau:
"%SPF 90"
"N10 ( *** ANSCHLAG *** )"
"N20 R31=5 ( ZUGABE )"
"N30 R32=20 ( DREHLAENGE )"
"N40 R33=0.5 ( SCHRUPPAUFMASS )"
"N50 R34=100 ( WKZ-POS. ANSCHLAG )"
"N60 R35=1 ( WKZ-SPEICHER ANSCHL. )"
"N70 R37=80 ( RUECKZUGPOS. )"
"N80 L85 ( UP- ANSCHL. POSITIONIEREN )"
"N90 M17"
Durch die Kommentierung im Programm sollte es für jedermann verständlich sein. Dieses Unterprogramm ist flexibel für unterschiedlichste Werkstücke geeignet, da alle wichtigen Parameter, wie Drehlänge oder Schruppaufmaß eingegeben werden können.
In Programmzeile 80 wird dann das eigentliche Unterprogramm aufgerufen, in dem die Berechnung des Positionswegs und das Einschwenken des Anschlags vorgenommen werden.
"%SPF 85"
"N10 ( *** ANSCHLAG POS. *** )"
"N20 R30=103 ( SPANNMITTEL LAENGE )"
"N30 R36= R31+ R32"
"N40 R36= R36+ R30 ( NULLP. BERECHNEN )"
"N50 @430 K1 K2 K0 R36 ( NP. SETZEN )"
"N55 G54 ( NP. AUFRUFEN )"
"N60 T= R34 D= R35 ( WKZ. EINWECHSELN )"
"N70 G0 X0 Z= R33 ( AUF SPANNPOS. )"
"N80 M0 ( WARTEN )"
"N90 G0 Z= R37 ( RUECKZUG )"
"N100 M17"
Programmlauf des Anschlagzykluses
Der Parameter R36 ist hier derjenige Parameter, in dem das Ergebnis der Berechnungen festgehalten und anschließend in den Nullpunktspeicher eingelesen wird. Wichtig ist, dass die Spannmittellänge für jedes Spannmittel ermittelt in im Parameter R30 eingetragen wird!
Zu beachten ist ferner, dass das Schruppaufmaß nicht einfach zum Parameter 36 addiert wird, sondern in der Positionierbewegung Berücksichtigung findet. Über den Code @430 wird das Ergebnis der Berechnung in den Nullpunktspeicher geschrieben. In welchen Speicher das Ergebnis abgelegt wird, kann über den ersten K-Parameter bestimmt werden. K1 schreibt das Ergebnis in den NP-Speicher 54 und K4 würde das Ergebnis in den NP-Speicher G57 ablegen. Mit dem zweiten K-Parameter wird festgelegt, welche Achse den Nullpunktwert erhalten soll. Bei Drehmaschinen ist in der Regel stets die Y-Achse anzusprechen, weshalb hier ›K2‹ stehen muss.
Künftig kann durch einen einzigen Befehl aus dem Hauptprogramm heraus eine Nullpunktverschiebung gestartet werden, ohne dass man umständliche Prozenduren anstellen müsste, diesen zu ermitteln. Insbesondere bei der Einzelteilfertigung ist so eine nicht unbeträchtliche Zeiteinsparung erzielbar.
"%MPF 888"
"N10 ( TEST )"
"N20 L90 ( ANSCHLAG )"
"N100 M30"
Trotzdem, dass diese Funktion sehr zuverlässig funktioniert, obliegt es dem Maschinenbediener, gerade beim Einfahren eines neuen Teils, besondere Sorgfalt walten zu lassen, da Unglücke nie auszuschließen sind. Es genügt bereits, ein überlanges Werkzeug einzusetzen, das beim Schwenken des Revolvers irgendwo anstößt. Dieses Beispiel soll daher nur als Anregung dienen, was mit Parametern alles möglich ist. Jede Verantwortung für Fehlfunktionen wird ausdrücklich abgelehnt.

Revolver einer CNC-Drehmaschine
Download
Diesen Artikel können Sie hier im PDF-Format [341 KB] herunterladen.
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 4 - gesamt: 15887.











































