



































CNC-Programmierung ohne Geheimnisse
Der DIN 66025 per Simulator auf der Spur
Das Programmieren von CNC-gesteuerten Maschinen wird als schwierig und abstrakt angesehen. Doch ist der Umgang mit dieser Programmiersprache auch nicht schwieriger als das Programmieren in Basic oder Pascal. In einem mehrteiligen Kurs kann jeder Interessierte sich dieser Maschinengattung nähern, ohne Angst zu haben, etwas kaputt zu machen. Zu diesem Zweck ist ein CNC-Fräsmaschinensimulator entwickelt worden, der sowohl auf alten DOS-Rechnern läuft, als auch mithilfe eines DOS-Simulators unter Windows 7 arbeitet.
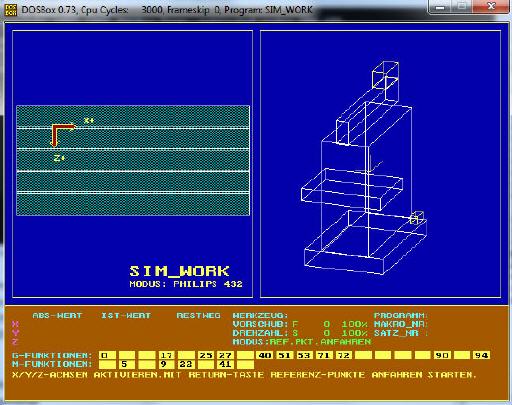
Startbildschirm von SIM_WORK
Der CNC-Simulator arbeitet mit Hilfe des DOS-Emulators "DOSBox" unter allen Windows-Versionen.
Das programmieren von CNC-gesteuerten Maschinen ist eine faszinierende Sache. Die CNC-Programmiersprache, die nach DIN 66025 genormt ist, ist eigentlich nur auf dem ersten Blick unverständlich. In Wahrheit ist der Umgang mit dieser Steuersprache auch nicht schwieriger als das Programmieren etwa in Basic oder Pascal.
Wer einmal den nur Anfangs nicht ganz leichten Einstieg in die Welt der CNC-Programmierung geschafft hat und sich anschließend etwas genauer mit dem Satzaufbau und der Anwendung der einzelnen Befehle auseinandersetzt, dem steht das ganze Leistungsspektrum dieser staunenswerten Maschinengattung offen.
CNC-Maschinen bieten Bearbeitungsmöglichkeiten, die ganz neue Strategien der Zerspanung erlauben. Vielfach erübrigt sich das Umspannen der Werkstücke auf eine andere Maschine, da mit CNC-Maschinen, die nicht selten mit Rund- beziehungsweise Schwenktisch oder gar mit einer Kombination derselbigen ausgestattet sind, oft das Teil in einer Aufspannung hergestellt werden kann. Dieser Trend wird durch Maschinen, die mehrere Technologien in sich vereinigen, noch verstärkt.
Lernen, ohne auszusteigen
Nicht jeder ist nun in der glücklichen Lage, über eine CNC-Maschine zu verfügen beziehungsweise an einer CNC-Steuerung zu üben. Insbesondere arbeitslose Facharbeiter, die nie Gelegenheit bekommen haben, sich diesbezüglich fortzubilden, haben hier das Nachsehen. Aus diesem Grunde wurde ein Programm entwickelt, das eine CNC-Maschine nebst Steuerung simuliert.
Die Simulationssoftware hört auf den Namen "SIM_WORK" und ermöglicht es, angstfrei CNC-Befehle zu erlernen. Um eine möglichst praxisgerechte Programmierung zu gewährleisten, wurde SIM_WORK an den Sprachschatz einer Industriesteuerung angelehnt. SIM_WORK ist weitgehend in der Lage, die Befehle und Handhabung einer Philips-432-Steuerung zu simulieren. Diese Steuerung wird zwar nicht mehr gebaut, hat jedoch den Vorteil, dass sie nach wie vor im Einsatz ist und gerade in der Ausbildung eine wichtige Rolle spielt, da dorthin vielfach die für die Fertigung nicht mehr voll tauglichen Maschinen ausgelagert wurden.
Im Endeffekt ist es natürlich völlig egal, welche Steuerung man zum Lernen nutzt. Entscheidend ist, dass man nach der Zeit des Übens versteht, wie CNC-Maschinen programmiert werden, da die Befehle auf der Norm DIN 66025 aufbauen und das Gelernte daher auf jede Steuerung grundsätzlich übertragbar ist.
Pfad einrichten
Verzeichnisbaum für SIM_WORK
Der Verzeichnisbaum sollte schlicht und nur mit acht Zeichen benannt werden.
DOSBox konfigurieren
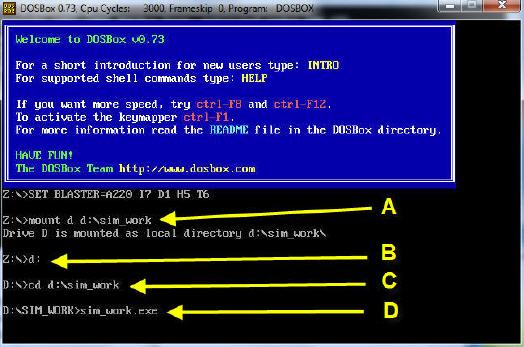
DOSBox Begrüßungsbildschirm
Um SIM_WORK starten zu können, muss das Laufwerk, auf dem sich SIM_WORK befindet, "gemountet" werden, damit es erkannt und angesprochen wird.
Starten von SIM_WORK
SIM_WORK kann auf DOS-Rechnern direkt durch Eingabe von SIM_WORK.EXE beziehungsweise aus dem Dateiexplorer durch Doppelklick auf die Exe-Datei von SIM_WORK gestartet werden, wenn auf diesem Rechner Windows in der Version 95,98 oder 2000 installiert ist. Ab Windows XP wird es schon kritischer und mit Windows 7 unmöglich, SIM_WORK direkt zu starten.
Es gibt jedoch stets Lösungen, das Programm zum Laufen zu bringen. Dazu ist beispielsweise nur der Einsatz eines DOS-Emulators wie etwa von “DOSBox” nötig. Möglich wäre zudem, ein Dos-Betriebssystem als zweites Betriebssystem zu installieren. Der Einsatz von DOSBox hat jedoch den Vorteil, dass das Programm nicht installiert werden muss (Stickware) und daher auch keine PC-Systemeinstellungen verändert werden.
Das Freeware-Programm "DOSBox" können Sie im Download-Bereich von Welt der Fertigung im Paket mit SIM_WORK herunterladen. Die darin enthaltene Version ist die portable Version dieses DOS-Emulators, da diese Version keine Systemänderungen am PC durchführt. Der Umgang mit DOSBox ist leider etwas ungewohnt und bedarf einer akribischen Vorbereitung, damit dem erfolgreichen Start von SIM_WORK nichts mehr im Wege steht.
Per Doppelklick wird die selbstextrahierende 7Zip-Datei entpackt. Nach dem Entpacken sind beide Programme in ein beliebiges Laufwerk zu verschieben. Die Dateinamen dürfen im Fall der Umbenennung, die nicht nötig ist, höchstens acht Zeichen besitzen. Der Grund ist in den Einschränkungen aus der DOS-Zeit zu suchen. Per Doppelklick auf “DOSBoxPortable” wird der DOS-Simulator gestartet. Nach einer kurzen Wartezeit erscheint ein Fenster, in dem eine DOS-Oberfläche simuliert wird.
Natürlich kann das nun laufende DOS-Betriebssystem nicht wissen, welche Festplatten zum System gehören, da es ja keinen Bootvorgang durchgemacht hat. Deshalb müssen solche Informationen dem System mitgeteilt werden. Dafür ist der Befehl “mount” zuständig.
Geben Sie nun ein: “mount d d:\sim_work”. Wechseln Sie zum Laufwerk “D”, indem Sie einfach “d:” eingeben. Anschließend begeben Sie sich gleich in das Verzeichnis “SIM_WORK”, indem Sie eingeben: “cd sim_work”. Starten Sie nun das CNC-Simulationsprogramm durch Eingabe von “sim_work”.
SIM_WORK prüft sich zunächst selbst auf Virenbefall und starten dann den Simulator. Wichtig ist, dass der Mount-Vorgang genau so durchgeführt wird, wie er beschrieben steht, da SIM_WORK sonst nicht startet.
Drei Fenster sorgen für den Durchblick
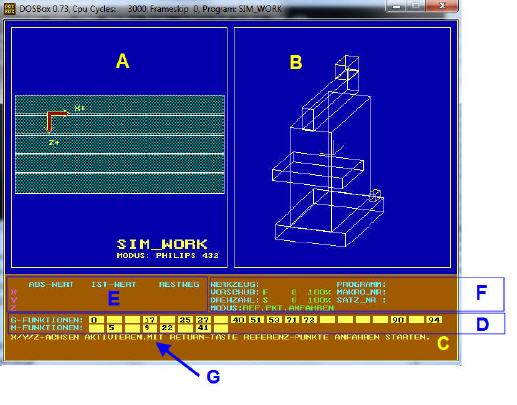
SIM_WORK im Detail
Der Bildschirm von SIM_WORK ist in drei Bereiche (A,B,C) unterteilt. Der linke Bereich (A) zeigt einen Frästisch in der Draufsicht. Hier erfolgt die Simulation der Fräsbewegungen sowie die Anzeige des Werkstückrohteiles. Der rechte Bereich (B) zeigt die räumliche Darstellung einer Fräsmaschine. In diesem Bereich werden die Bewegungen der Schlitten, sowie die Betriebszustände von Kühlmittelpumpe (J) und Antriebsmotor (H) simuliert.
Der untere Bereich (C) dient zur Eingabe von Befehlen (G). Ferner informiert dieser Bereich über verschiedene Betriebszustände (F), gewählte G- beziehungsweise M-Funktionen (D) und Verfahrwege (E). Auch Informationen wie etwa Fehlermeldungen oder Handlungshinweise (G) werden hier angezeigt.

Bewährter Oldie
Die bedienerfreundliche Philips 432-Steuerung ist immer noch in vielen Betrieben zu finden. Insbesondere in der Ausbildung ist diese Steuerung noch weit verbreitet, nachdem die Maschinen aus der Fertigung ausgelagert wurden. Die Philips 432-Steuerung bildet die praxisgerechte Grundlage für das CNC-Simulationsprogramm SIM_WORK.
Der erste Start
Viele CNC-Maschinen müssen nach dem Einschalten einen Referenzpunkt anfahren, der eine Eichposition darstellt. Der Steuerung der CNC-Maschine wird so mitgeteilt, von wo aus die Koordinaten gemessen werden.
Wer schon einmal einem Kopiergerät oder einem Plotter nach dem Einschalten zugesehen hat, weiß, dass auch diese zuerst einen Referenzpunkt anfahren. Wenn einem Plotter, während er eine Zeichnung bearbeitet, ein Widerstand im Weg ist, kann es sein, dass das Transportband, das den Plotterarm bewegt, durchrutscht. Dadurch stimmt die tatsächliche Lage des Plotterarms mit der im Steuerrechner gespeicherten Position nicht mehr überein. Die Folge ist, dass die Zeichnungen an falscher Position ausgegeben werden und Stiftwechsel nicht mehr funktionieren. Wird nun der Referenzpunkt neu angefahren, funktioniert der Plotter wieder normal.
CNC-Maschinen bedienen sich des gleichen Vorgangs. Im Fall eines Zusammenstoßes etwa zwischen Werkzeug und Werkstück ist das Referenzpunktfahren ein wichtiger Vorgang, um sicherzustellen, dass die Maschine wieder korrekt arbeitet, sofern der Crash keine größere Schäden verursacht hat. Da das Anfahren des Referenzpunktes viel Zeit in Anspruch nimmt, speichern einige Steuerungen den Referenzpunkt fest ab, sodass nach dem nächsten Einschalten der Maschine sich das Anfahren des Refernzpunktes erübrigt. Alternativ sind Maßstäbe bestellbar, die mehrere Referenzpunkte in kurzen Abständen besitzen. Dadurch läßt sich der Referenzpunkt sehr schnell anfahren.
Zum Referenzpunktanfahren der SIM_WORK-Maschine sind nacheinander die Tasten "X","Y" und "Z" sowie anschließend die Taste [Return] zu drücken. Die Referenzpunkte werden gleichzeitig angefahren. Es können auch die Achsen einzeln geeichet werden. SIM_WORK gibt eine Meldung aus, welche Achsen noch zu eichen sind.
Wie man sieht, hält sich SIM_WORK im Gegensatz zu vielen teuren CNC-Simulationsprogrammen an die reale Maschinenwelt, um dem Lernenden so realitätsnah wie möglich die Bedienung von CNC-Maschinen nahezubringen.
Befehlseingabe ganz easy
Um nun einen CNC-Befehl eingeben zu können, müss SIM_WORK zunächst in den TEACH-IN-Modus versetzt werden. Dafür sind die Tasten [Strg]+[B] gleichzeitig zu betätigen. In der Meldungszeile werden nun die möglichen Modi angezeigt. Drücken Sie nun die Taste [M] für TEACH-IN. Nun können Befehle für ein Programm eingegeben werden. Nachdem ein Befehl in die Eingabezeile eingegeben wurde, können die Auswirkungen dieses Befehls unmittelbar kontrolliert werden, da beispielsweise der Tisch sich bewegt oder Motor und Pumpe aktiviert werden und dadurch ihre Farben ändern.
Geben Sie nun die ersten Befehle ein:
S300 [RETURN]
M3 [RETURN]
M8 [Return]
Erklärung zu den Befehlen: S300: Der Buchstabe "S" weist die CNC-Steuerung an, die nachfolgende Zahl als Drehzahlwert zu behandeln. Die Zahl "300" wird im SIM_WORK-Feld "Drehzahl" angezeigt. Es wurde festgelegt, dass die Spindel sich mit 300 Umdrehungen pro Minute drehen soll. Angehende CNC-Programmierer müssen sich daher merken, dass der Buchstabe „S“ im CNC-Code für „Spindeldrehzahl“ steht. Die Spindel der Maschine dreht sich jetzt jedoch noch nicht! Dazu ist der nächste Befehl zuständig: M3
M3: Der Buchstabe „M“ weist die CNC-Steuerung an, die nachfolgende Zahl als Maschinenbefehl zu behandeln. Der Maschinenbefehl "M3" ist in der DIN66025 definiert als "Arbeitsspindel Rechtslauf". Der Programmierer bestimmt mit diesem Befehl die Drehrichtung der Maschinenspindel. Erst jetzt dreht sich die Arbeitsspindel im Rechtslauf mit 300 Umdrehungen pro Minute. Dies zeigt SIM_WORK auf augenfällige Weise, da das rechteckige Kästchen auf dem Waagrechtschlitten, es soll den Antriebsmotor symbolisieren, seine Farbe von Gelb nach Grün wechselt.
M8: Wie zu sehen ist, wechselt ein rechteckiges Kästchen im Maschinenfuß (es soll die Kühlmittelpumpe symbolisieren), die Farbe von Gelb nach Rot. Dies zeigt, dass die Kühlmittelpumpe durch den Befehl M8 eingeschaltet wurde.
Schließen wir nun das Programm ab, in dem wir noch den Befehl M30 eingeben. Der Befehl M30 ist ebenso wie M3 und M8 ein Maschinenbefehl und markiert das Programmende. Wenn die Steuerung auf diesen Befehl stößt, werden die Arbeitsspindel und die Kühlmittelpumpe stillgesetzt, was am Farbwechsel der Kästchen zurück nach Gelb zu erkennen ist. Die Steuerung springt an den Programmanfang und ist bereit für eine Programmwiederholung.
Editor von SIM_WORK
Im Editor, der mit [Strg]+[K] aufgerufen wird, können längere Programme eingegeben werden. Die Aufteilung in einen Hauptprogramm- und einen Makrobereich ermöglicht das Erstellen von verschachtelten CNC-Programmen.
Die Programmwiederholung
CNC-Maschinen sollen natürlich vom Einzelteil bis zu Stückzahlen in schwindelnder Höhe jedes Teil in stets gleichbleibender Qualität bearbeiten. Dazu muss die Steuerung natürlich in der Lage sein, ein einmal erstelltes Programm beliebig oft zu wiederholen. Selbstverständlich ist auch SIM_WORK dazu in der Lage. Dazu müssen nur die Tasten [Strg]+[W] gleichzeitig betätigt werden.
Das Programm wird nun wiederholt. Zu sehen bekommen wir aber nichts. Der Rechner ist einfach zu schnell für das Auge, um die Farbänderungen beobachten zu können!. Macht nichts. Für Sie ist jetzt nur wichtig, dass Sie wissen, wie man eine Programmwiederholung erreicht.
Mit der Tastenkombination [Strg]+[E] kann SIM_WORK nach einer Sicherheitsabfrage verlassen werden. Anschließend kann der DOS-Simulator einfach durch anklicken des Schließen-Buttons beendet werden.
Mit diesem kleinen Beispiel konnten bereits ein klein wenig die Geheimnise der Programmierung nach DIN 66025 erforscht werden. Der CNC-Kurs wird in regelmäßig erscheinenden Abschnitten auf der Welt der Fertigung fortgesetzt, sodass interessierte Leser am Kursende profunde CNC-Kenntnisse vorweisen können.
Download
Diese Einführung in die CNC-Programmierung nach DIN 66025 mit einer ausführlichen Auflistung der Tastencodes von SIM_Work können Sie hier als PDF-Datei herunterladen. [698 KB]
Das CNC-Simulationsprogramm SIM_WORK erhalten Sie zusammen mit dem DOS-Emulationsprogramm DOSBox hier in einer gepackten Datei [1.731 KB]
, die Sie nach dem herunterladen bitte per Doppelklick entpacken (selbstentpackende Datei). Im Auslieferungszustand sind die Dateien bereits gebrauchsfertig und müssen auch nicht umbenannt werden. Es genügt, im Bedarfsfall die Dateien in das gewünschte Laufwerk zu verschieben.
Wichtig!
Löschen Sie niemals die Datei "Driver.Log". Diese ist zur einwandfreien Funktion von SIM_WORK nötig.
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 4 - gesamt: 27070.











































