



































Die gute Art der CNC-Programmierung
Klartext versus DIN 66025
Das Programmieren von CNC-Maschinen war lange Zeit nur mit Befehlen nach DIN 66025 möglich. Mittlerweile ist diese Art der Programmierung in der Regel nur mehr an Maschinen zu finden, die für die Massenfertigung von Teilen verwendet werden, da dieser Code optimal geeignet ist, Maschinen umfassend auszureizen. Schließlich kommt es in der Massenfertigung auf jede Sekunde Einsparung an, was sich in den Stückkosten bemerkbar macht. Für die Einzelteilfertigung ist dieser Code weniger geeignet. Hier punktet beispielsweise Heidenhain mit der Klartextprogrammierung. Wer sich damit vertraut machen möchte, kann dies mit einem kostenlosen Simulator tun.

Simulatoren gibt es für alle möglichen Zwecke. Ob Spiele, wie etwa Flugsimulatoren oder ernsthafte Anwendungen, wie etwa die Simulation einer Wellenwanne, für sehr viele Bereiche gibt es Software, die es möglich macht, bestimmte Dinge ohne Gefahr und Kosten zu testen.
Wer sich für ein Simulationsprogramm interessiert, kann vielfach eine Demo-Version aus dem Netz ziehen, um die Eignung für den eigenen Zweck zu prüfen. Die Demo-Versionen erlauben die uneingeschränkte Nutzung innerhalb eines bestimmten Zeitraums, der zwischen 14 Tagen und zwei Monaten liegen kann. Zum Fällen einer Kaufentscheidung ist dieser Zeitraum in der Regel völlig ausreichend.
Anders sieht es aus, wenn es darum geht, etwas zu lernen. Die zeitliche Begrenzung einer Demo-Version ist hier eine Hürde, die den kundigen Anwender der jeweiligen Software nicht stört. Schließlich steht für diesen die Prüfung einer Software vor dem Kauf im Vordergrund. Für jemand, der sich jedoch etwa in eine SPS- oder eine CNC-Steuerung einarbeiten möchte, ist eine zeitliche Einschränkung nicht optimal, da das Erlernen derart komplexer Dinge, wie es eben SPS- oder CNC-Steuerungen sind, wesentlich länger dauert.
Das Unternehmen Heidenhain hat für dieses Problem eine elegante Lösung gefunden, ohne die Leistungsfähigkeit seiner CNC-Steuerungssimulatoren einzuschränken. Im Demo-Modus sind maximal 100 Programmsätze möglich, was zum Lernen jedoch völlig ausreichend ist. Diese Strategie ist ein kluger Schachzug des Unternehmens, ist doch so eine optimale Grundlage gelegt, raren Facharbeiternachwuchs mit den Hochleistungssteuerungen aus dem eigenen Haus vertraut zu machen.
Erster Start
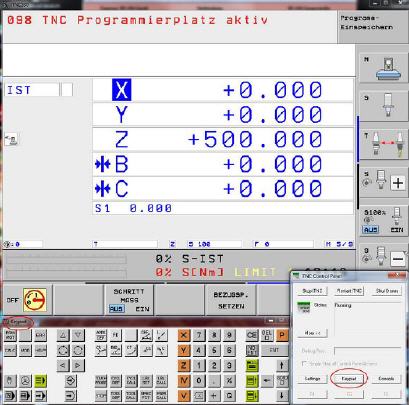
Nach der Installation des Programm genügt ein Doppelklick auf das iTNC-Icon, um den Simulator zu starten. Wenn der Bildschirm eine genügend hohe Auflösung besitzt, startet der Simulator im Fenstermodus. Dies bedeutet, dass das Programmfenster des Simulators sich genauso wie jedes andere Windows-Fenster verhält.
Praktischerweise ist es bei hoher Bildschirmauflösung möglich, eine virtuelle Steuerungstastatur einzublenden, die ein separates Ausdrucken einer Tastataturbelegungs-PDF (fast) überflüssig macht, da nun per Mausklick bequem alle Programmierbefehle zu erreichen sind.
Der Simulator verhält sich exakt so, wie sich eine echte Heidenhain-Steuerung verhalten würde. Dies geht beispielsweise beim Ausschalten des Simulators so weit, dass über die Funktionstasten F9 beziehungsweise F10 die Softkeys der Steuerung solange durchgeschaltet werden müssen, bis ein Hauptschalter-Symbol mit dem Text ›OFF‹ erscheint. Ein Mausklick auf diese ›Taste‹ beendet den Simulator. Vorher gilt es jedoch, die Sicherheitsabfrage mit ›Ja‹ zu bestätigen. Während des Herunterfahrens werden gleichzeitig eventuell eingegebene Programme gesichert, was ebenso dem Verhalten einer realen Steuerung entspricht.
Es empfiehlt sich übrigens, bei der Installation des Simulators die Beispielprogramme ebenfalls zu installieren. Das erleichtert erste Gehversuche und gibt einen guten Überblick über die Leistungsfähigkeit einer Heidenhain-Steuerung.
Programmieren leicht gemacht
So manche CNC-Steuerung ähnelt dem Cockpit eines Flugzeugs und stiftet beim Lernenden nicht selten zunächst einmal Verwirrung. Heidenhain hat das Kunststück fertiggebracht, mit wenigen Tasten eine hochleistungsfähige Steuerung zu bedienen. Ein Programm ist beispielsweise mit drei Tastendrücken zu laden. Der Weg geht über einen komfortablen Programmmanager. Dieser ermöglicht das Anlegen, Löschen und Auswählen von CNC-Programmen. Über Softkeys lässt sich die Funktionstastenbelegung ändern, sodass eine umfassende Manipulation der Daten problemlos möglich wird.
Eine Kleinigkeit ist jedoch zu beachten: die Extension ist stets von Hand einzutragen, da dies die Steuerung nicht automatisch vornimmt. Schließlich kann die Steuerung nicht wissen, ob man ein Haupt- oder ein Unterprogramm erstellen möchte. Für Heidenhain-Hauptprogramme wird die Extension ›.H‹ verwendet. Wer ein neues CNC-Programm schreiben möchte wird unmittelbar nachdem die Softkey-Taste ›Neue Datei‹ betätigt wurde, gefragt, in welchem Maßsystem das CNC-Programm erstellt werden soll. Möglich sind Millimeter und Zoll. Danach kann mit der Eingabe von Befehlen begonnen werden. Wird das Erstellen des CNC-Programms unterbrochen und die Steuerung abgeschaltet, kann es über den Softkey ›Wählen‹ einfach wieder hergeholt werden.
Eine Heidenhain-Steuerung hilft beim Programmieren, wo sie nur kann. Das beginnt bereits beim Programmkopf, wo danach gefragt wird, welche Achse die Spindelachse ist. Es wird also danach gefragt, ob man etwa senkrecht oder waagrecht das Werkzeug eingespannt hat, um das Werkstück zu bearbeiten. Wenn beispielsweise senkrecht gefräst werden soll, dann wird dies durch Eingabe des Buchstaben ›Z‹ an der Eingabestelle eingefügt.
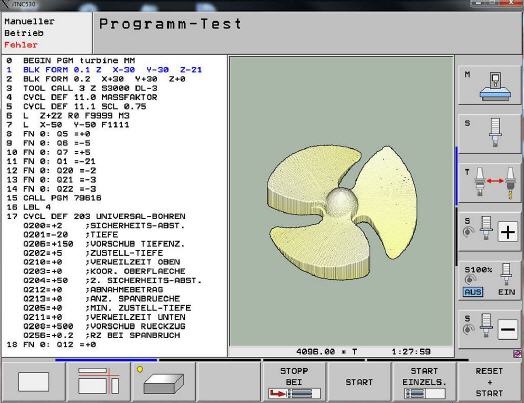
Die Steuerung fragt von sich aus auch die Abmessungen des Rohteils ab. Dieser Dialog kann mit der Taste DEL abgebrochen werden, was zum Üben jedoch unterlassen werden sollte. Schließlich ist ohne Rohteileingabe auch keine sichtbare Simulation möglich.
Die Rohteileingabe selber ist ganz einfach zu verstehen. Es gilt, den Anfangspunkt und den Endpunkt eines Quaders zu definieren, der den Abmessungen des Werkstück-Rohteils entspricht. Sinnvollerweise wird daher als XY-Startpunkt der Nullpunkt des Werkstücks genommen. Zu beachten ist, dass der Z-Startpunkt stets kleiner als der Z-Endpunkt sein muss, damit sich die Heidenhain-Steuerung nicht weigert, das Rohteil zu zeichnen. Der zweite XY-Punkt ergibt sich durch die Ausdehnung des Teils.
Im nächsten Schritt eines CNC-Programms ist dann das Zerspanungswerkzeug aufzurufen mit dem das Werkstück im ersten Arbeitsgang bearbeitet werden soll. Dessen Werte sind in der Regel im Werkzeugspeicher abgelegt. Die Heidenhain-Syntax beginnt hier mit dem Befehl ›Tool Call‹, an den sich die entsprechende Nummer des gewünschten Werkzeugs anschließt.
Üblicherweise wird ein Werkzeug nach dem Einwechseln zunächst auf eine sichere Höhe positioniert. Danach erfolgt eine Positionierung auf die Startposition in XY-Richtung. Die Positionierung wird bei Heidenhain-Steuerungen über den L-Befehl eingeleitet. Mit dem R-Parameter wird die Radiuskorrektur gesteuert. R0 beispielsweise sagt aus, dass bei der Positionierung keine Radiuskorrektur anzuwenden ist.
Besser als DIN 66025
In grauer CNC-Vorzeit war das Anfahren an die Werkstückkontur wenig komfortabel. Nicht selten gab es nach DIN 66025 lediglich die Befehle G43 und G44, die für die Positionierung des Werkzeugs an das Werkstück zur Verfügung standen. Heidenhain hat auch hier bessere Lösungen auf Lager. So erfolgt beispielsweise mittels des APPR LT-Befehls das Anfahren an die Kontur mit tangentialem Anschluss. Dies ist einer der besonders leistungsstarken Befehle einer Heindenhain-Steuerung, da die Steuerung selbst berechnet, wohin der Fräser sich bewegen muss, um tangential an das Teil zu kommen.
Sobald der Fräser die Kontur des Teils erreicht hat, beginnt die Beschreibung der Teilekontur, die aus Geraden und Kreisen bestehen kann. Die Programmierung von Schrägen wird mit dem Befehl ›CHF‹ vereinfacht, da die Steuerung selbst den entsprechenden Startpunkt berechnet. Es genügt bei Einsatz dieses Befehls, einfach die Breite der Abschrägung anzugeben. Heidenhain-Steuerungen sind also derart ausgelegt, dem Programmieren so viel Arbeit wie nur möglich abzunehmen.
Koordinaten sind immer auf die Endpunkte bezogen, während die Steuerung die Start- und Endpunkte der Schrägen berechnet, damit diese korrekt erstellt werden. Natürlich ist dieser Komfort auch beim Wegfahren von der Kontur möglich. Via DEP LT-Befehl fährt der Fräser einfach um den Betrag nach einem LEN-Wort weiter, um so die Kontur zu verlassen. Nachdem dies geschehen ist, ist es zweckmäßig, einen Befehl einzugeben, der veranlasst, dass der Fräser in der Höhe vom Teil wegfährt. Der Vorteil ist, dass das Teil dadurch gefahrlos aus dem Spannmittel entnommen werden kann.
Programm testen
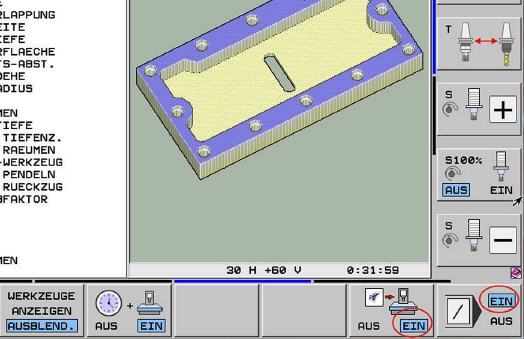
Der eigentliche Reiz eines CNC-Simulators liegt natürlich in der Simulation des eben einprogrammierten CNC-Programms. Zum Wechseln in den Test-Modus ist natürlich, wie kann es anders sein, nur das Betätigen einer einzigen Taste nötig.
Wie es sich gehört, können nun umfangreiche Manipulationen vorgenommen werden, in denen festgelegt wird auf welche Weise das Teil dargestellt und simuliert werden soll. Beispielsweise ist es möglich, eine Dreiseitenansicht oder ein Raumbild für die Darstellung zu wählen. Es kann mit und ohne sichtbaren Fräser gearbeitet werden, dessen Geschwindigkeit zudem steuerbar ist. Kurz gesagt, es ist alles vorhanden, um ein Programm auf Herz und Nieren zu testen.
Angesichts der uneingeschränkten Übereinstimmung der Heidenhain-Simulatoren mit den Originalsteuerungen aus dem eigenen Haus sollte es doch endlich möglich sein, dass die IHKs vom PAL-Programmiersystem zur Durchführung der Abschlussprüfung im Fach Steuerungstechnik abrücken. Wenn zum Nulltarif Simulatoren auf dem Markt sind, die Originalsteuerungen uneingeschränkt abbilden, hat eine Fantasiesteuerung jede Berechtigung für die CNC-Prüfung von angehenden Facharbeitern verloren.
iTNC-Kurse
Wer mehr über den Simulator erfahren möchte oder diesen sogar besitzt, kann einige Beispiele durcharbeiten.
Es stehen eine Einführung, ein Beispiel zur Zyklenprogrammierung und ein Beispiel zum SL-Zyklus zur Verfügung.
Wer den Simulator in Aktion sehen möchte, der kann auch ein Video ansehen.
Mehr Informationen zu Heidenhain:
 |
DR. JOHANNES HEIDENHAIN GmbH |
|
Postfach 1260 |
|
83292 Traunreut |
|
Dr.Johannes-Heidenhain-Str.5 |
|
83301 Traunreut |
|
Tel.: (08669) 31-0 |
|
Fax: (08669) 5061 |
|
E-Mail: info@heidenhain.de |
|
www.heidenhain.de |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 8 - gesamt: 19072.











































