



































Fagor: Bahnsteuerung statt Handkurbel
Top-Retrofit mit Fagor-Equipment
In zahlreichen Unternehmen stehen noch Werkzeugmaschinen, die viel zu schade zum Verschrotten sind, da deren Mechanik noch einwandfrei in Schuss ist. Vielfach können Sie jedoch nicht mehr mithalten, da darauf angefertigte Werkstücke in der Regel durch die resultierend hohen Stückkosten nicht wettbewerbsfähig sind. Schuld sind hohe Fertigungszeiten durch die manuelle Bedienung der Oldies. Abhilfe kommt von Fagor. Die Automationsspezialisten aus Spanien haben diesbezüglich Retrofit-Lösungen, die staunen lassen. Damit wird auch eine betagte FP zu einer wettbewerbsfähigen CNC-Maschine.

Es hat sich schon immer ausgezahlt, auf hochwertigen Maschinenbau zu setzen. Vom Start weg ist man damit in der Lage, hochwertige Teile in der bestellten Stückzahl und der geforderten Qualität zum zugesagten Termin zu liefern. Ungeplante Stillstandzeiten sind hier die absolute Ausnahme, da für Spitzenmaschinen nur hochwertige Komponenten verwendet werden, die über viele Jahre und Jahrzehnte klaglos ihren Dienst verrichten.Doch auch für aktuellste Technik kommt irgendwann der Zeitpunkt, an dem diese alterungsbedingt häufiger versagt. Selbst wenn dies nicht der Fall ist, kommt der Oldtimer irgendwann gegen modernere Maschinen ins Hintertreffen. Sei es, weil die Eilgang- und Vorschubgeschwindigkeiten nicht mehr konkurrenzfähig sind, weil kein automatischer Werkzeugwechsel möglich ist oder weil lediglich eine Digitalanzeige, jedoch keine CNC-Steuerung verbaut ist. Obwohl der mechanische Aufbau der Maschine nach einer Generalüberholung noch für viele Jahre seinen Zweck erfüllen würde, ist dadurch nichts gewonnen, solange die Mängel auf der Geschwindigkeits- und Steuerungsseite nicht behoben werden.

Neue Aufgaben für Oldies
Hier bringt sich das Unternehmen Fagor ins Spiel, das über eine umfangreiche Palette verfügt, um alten Maschinen zu einem neuen Zerspanungsleben zu verhelfen. Das Angebot reicht vom Linear- und Winkelmesssystem über verschiedene Digitalanzeigen, Servo- und Spindelantriebe bis hin zur ausgewachsenen Bahnsteuerung. Die Weg- und Winkelmesssysteme sind kompatibel zu marktgängigen Steuerungen. Egal ob ursprünglich Siemens, Mitsubishi, Panasonic oder Fanuc-Komponenten verbaut wurden, Fagor-Messsysteme sind steckerkompatibel zu diesen CNC-Systemen.
Dies bedeutet, dass eine alte Komponente ohne Anpassarbeit ersetzt werden kann. Das geht sogar so weit, dass selbst die Bohrungsabstände der neuen Fagor-Wegmessaufnehmer sofort passen, nachdem das alte Originalprodukt abgeschraubt wurde. Es gibt kein mühsames Körnen, Bohren und Gewindeschneiden im Maschinengehäuse. Durch diese Kompatibilität steht daher die zu überholende Maschine in extrem kurzer Zeit wieder für die Produktion zur Verfügung.

Wirksame Leistungsspritze
Und dann geht im wahrsten Sinn des Wortes die Post ab! Der Eigner wird seine Maschine nicht mehr wiedererkennen, wenn er Handräder gegen Servomotoren, Trapezgewindespindeln gegen Kugelrollspindeln und Digitalanzeigen gegen eine moderne Fagor-Bahnsteuerung tauschen ließ. War ehedem lediglich eine manuelle 2,5D-Bearbeitung möglich, hat die gleiche Maschine nun das Talent zum Bahnfräsen erhalten! Eine derart umgebaute Maschine vollbringt nicht selten sogar bessere Ergebnisse beim präzisen Fräsen, als neue Maschinen, da der Guss über viele Jahre abgelagert ist und Spannungen im Gehäuse deshalb eliminiert wurden. Natürlich gibt es auch Grenzen, denn alte Mechanik ist nicht für moderne Eilgänge geeignet.
Damit beispielsweise eine betagte Deckel FP3 sich wieder nutzbringend in die Fertigung einbringen kann, sollte nicht an der falsche Stelle gespart werden, denn diese hochwertige Maschine muss sich, ausgestattet mit modernem Equipment von Fagor, nicht vor günstigen CNC-Maschinen aus Fernost verstecken. Eine gute Wahl ist beispielsweise die Adaption einer Fagor 8037-CNC-Steuerung. Dieses leistungsfähige Modell verhilft der Deckel-Maschine sogar zu 3D-Bearbeitungsfähigkeiten.Für alte Maschinen größerer Bauart kann mit einer CNC 8060 oder 8065 sogar die HSC-Bearbeitung zur Option werden.
Während üblicherweise HSC-Programme von externen CAD-CAM-Systemen generiert werden, nimmt die Fagor-Steuerung diesbezüglich selbst das Heft in die Hand und optimiert die Anzahl der eingegebenen Konturpunkte. Diese Punkte werden dann zu Polynomen, auch Splines genannt, verbunden. Dadurch wird ruckartiges Verfahren der Achsen vermieden, was der Oberfläche am Werkstück zugutekommt. Ein weiterer Vorteil ist, dass durch diese Verfahrwegoptimierung die Mechanik der Maschine geschont und so die Lebensdauer der Komponenten verlängert wird.
Steuerung ohne Rätsel
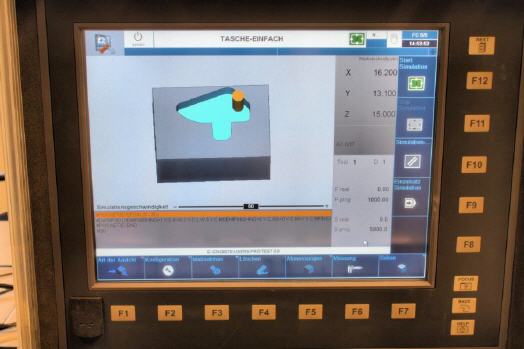
Die intuitive Bedienung der Steuerung sorgt für ein rasches Programmieren selbst anspruchsvoller Teile. Einen wesentlichen Anteil daran haben die Pop-up-Menüs, die den sofortigen Zugriff auf gewünschte Funktionen erlauben. Damit dies klappt, ist die 8065 mit einem Touchscreen sowie einer integrierten Maus ausgestattet. Das ausgefeilte Konzept erlaubt es selbst Neulingen, schon nach kurzer Zeit die Fagor-Steuerung produktiv zu nutzen. Sollte doch einmal eine Frage auftauchen, müssen keine Handbücher aus Schränken gezogen werden, da diese dem Bediener als PDF-Dateien jederzeit direkt auf der Steuerung per Druck auf die Help-Taste zugänglich sind.
Fagor hat hier seine schon in den 80-er Jahren bedienerfreundliche Programmiersoftware gepflegt. Seinerzeit wurden die Fagor-Steuerungen unter dem Label ›GE Mark Century‹ vertrieben. Darüber hinaus ist die Steuerung umfangreich konfigurierbar. So ist es beispielsweise möglich, nicht benötigte Betriebsmodi oder Bearbeitungszyklen auszublenden. Dies ist eine sehr wertvolle Funktion für Ausbildungsabteilungen, die auf diese Weise verhindern können, dass Auszubildende in einem bestimmten Lehrjahr verbotenerweise Funktionen nutzen, die erst in einem späteren Lehrjahr genutzt werden dürfen.
Von dieser Funktion profitieren aber auch alte Fertigungs-Hasen, die dadurch ihren persönlichen Bildschirm in der täglichen Arbeit übersichtlich halten können.Die Programmierung der Steuerung kann über DIN ISO oder über Dialogzyklen erfolgen. Selbstverständlich ist auch eine gemischte Programmierung möglich, was zu sehr kompakten Programmen führt, die noch dazu sehr rasch erstellt sind. Bei den Dialogzyklen sind bereits Standardkonturen vorgegeben, die nach Ausfüllen von Masken abgearbeitet werden können. Mit der 8065-Steuerung ist es jedoch auch möglich, eigene Konturen zu zeichnen und diese abzuarbeiten.
Starke CNC-Funktionen
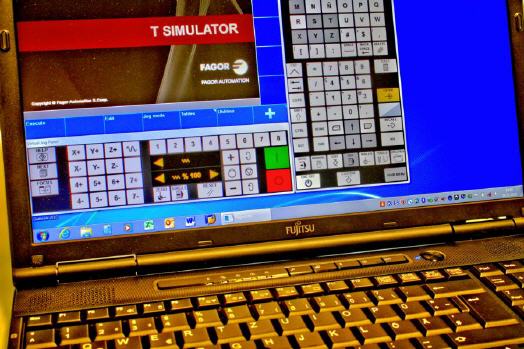
Ist die Steuerung an Fräsmaschinen implementiert, kann damit sogar eine beliebige Kontur mit Inseln gezeichnet werden, die anschließend mit einer bogenförmigen oder schräg abfallenden Wandung versehen werden kann. Die Fagor-Steuerung berechnet daraus eine Werkzeugbahn, was bisher CAM-Systemen vorbehalten war. Hinzu kommt, dass eine so erstellte Tasche von der Steuerung berechnet wird, was CNC-Programme extrem kurz ausfallen lässt. Im Gegensatz dazu haben ähnliche Programme von CAM-Systemen nicht selten tausende von Sätzen. Fagor bietet seinen Kunden noch einen zusätzlichen Mehrwert: Die Basken bieten einen uneingeschränkten Simulator für die 8060/8065-Steuerungsfamilie zum freien Download an, der auf normalen PCs läuft.
Dies bedeutet, dass Unternehmen, die sich Maschinen mit dieser Steuerung ins Haus holen, jeden PC in der Arbeitsvorbereitung oder in der Werkstatt kostenlos mit diesem Programm bestücken können. Diese externen Programmierplätze können dann zum Erstellen oder zum Optimieren von CNC-Programmen genutzt werden. Natürlich kann jeder Auszubildende seinen eigenen PC mit dieser Software ausstatten und daheim Hausaufgaben lösen, die er von seinem Ausbilder aufbekommen hat. Via USB-Schnittstelle oder Netzwerkanbindung sind extern erstellte Programme oder Werkzeugdaten zügig überspielt, sodass die so erstellten Programme in kurzer Zeit Späne produzieren können. Alleine der kostenlose externe Programmierplatz ist es wert, sich Fagor-Steuerungen einmal näher anzusehen.
Doch damit hat Fagor sein Pulver noch lange nicht verschossen. Deren Produkte sind in der Praxis entstanden, weshalb eine Fagor-Steuerung beispielsweise in der Lage ist, bei lange andauernden Zerspanungsprozessen selbständig ein Schwesterwerkzeug einzuwechseln, wenn die Standzeit des im Einsatz befindlichen Werkzeugs sein Ende erreicht hat. Noch ein Goodie: Die Steuerung überwacht auch den Schnittdruck des im Einsatz befindlichen Werkzeugs. Wird eine Grenze überschritten, etwa durch Schneidenbruch, erfolgt ebenfalls vollautomatisch ein Werkzeugwechsel. Eine ständige Anwesenheit von Personal ist daher nicht nötig. Selbst Fünfachsbearbeitungen sind mit der Fagor-Steuerung möglich. Für den FP-Eigner würde sich daher die Überlegung stellen, einen NC-Rundtisch zu beschaffen, um auch Fünfachsteile zu fertigen. Viele gute Gründe also, den Terminkalender zur Hand zu nehmen, um dort zu vermerken, beim Besuch der nächsten Fachmesse auf jeden Fall am Fagor-Stand vorbeizuschauen.
Mehr Informationen:
 |
Fagor Automation |
|
Leonhard-Weiss-Str. 34 |
|
73037 GÖPPINGEN |
|
Tel.: +(49) 7 161 156 850 |
|
E-Mail: info@fagorautomation.de |
|
www.fagorautomation.de |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 7 - gesamt: 16041.











































