



































Inkrementell zum Top-Blechteil
Präzise Alternative zur Handarbeit
Geht es um das Anfertigen von räumlich strukturierten Einzelteilen aus Blech, sind in der Regel große Handfertigkeiten gefragt und entsprechend lange Durchlaufzeiten einzuplanen, ehe das Teil in einbaufertigem Zustand vorliegt. Mit der inkrementellen Blechumformung hat das Fraunhofer-Institut für Werkzeugmaschinen und Umformtechnik IWU eine großartige Alternative parat.

Karosseriebaumechaniker beherrschen nach einer Ausbildungszeit von 3,5 Jahren die Kunst, aus einem Stück Blech einen Kotflügel oder eine Motorhaube zu formen. Sie werden daher gerufen, wenn es beispielsweise um die Restaurierung von Oldtimern geht. Unter ihren fähigen Händen entstehen mithilfe einfacher Werkzeuge, wie etwa Sickenmaschinen, Ausbeulhämmer und Falzzangen kompliziert geformte Teile, die unrettbar geglaubte Fahrzeuge zu neuem Leben verhelfen.
Durch die reine Handarbeit sind die hergestellten Teile entsprechend teuer und ist deren Fertigstellung nicht im Handumdrehen zu bewerkstelligen. Auf der Suche nach einer besseren Alternative zur Handarbeit hat das Fraunhofer-Institut für Werkzeugmaschinen und Umformtechnik IWU die inkrementelle Blechumformung in den Fokus genommen. Dieses Verfahren beruht auf einer schrittweisen Umformung einer Blechtafel in das gewünschte Werkstück und wird wohl in Zukunft eine ähnliche Entwicklung wie additive Verfahren nehmen, die bereits heute in der Lage sind, auf bestimmten Feldern zerspanende Maschinen zu ersetzen. Es ist daher nicht vermessen zu behaupten, dass sich bei der räumlichen Blechbearbeitung eine ähnliche Entwicklung abzeichnet.
Wie die bisher umgesetzten Beispiele demonstrieren, ist die inkrementelle Blechumformung den Kinderschuhen bereits entwachsen. In den 1990er Jahren wurde zunächst mit einfachen Pyramidenformen experimentiert, um die Möglichkeiten des Verfahrens auszuloten. Es wurde festgestellt, dass diese Technik ein großes Potenzial hat. Sie wird den Bau von Fassaden ebenso verändern, wie die Anfertigung von Prototypen und Kleinserien im Kraftfahrzeugbau. Mit diesem Umformverfahren ist es problemlos möglich, Bleche aus Baustahl oder Aluminium zu verformen, die eine Dicke von maximal 2,5 beziehungsweise fünf Millimeter haben.

Mit Wärme ans Ziel

Damit auch Sonderwerkstoffe beherrschbar werden, kommen gezielt erwärmte Fluide zum Einsatz, die Bereiche von bis zu zwei Quadratmetern während des Umformvorgangs konstant in erhöhten Temperaturbereichen halten. Bei 250 Grad Celsius werden sogar Magnesiumwerkstoffe und schwer umformbare Aluminiumlegierungen mühelos umformbar. Diese Prozessdarstellung ermöglicht darüber hinaus die Umformung von nichtmetallischen Werkstoffen, wie beispielsweise Thermoplasten und Werkstoffverbünden mit Kunststoffanteilen. Durch die andersartige Blechbearbeitung ist das Anfertigen von Gesenkbiegewerkzeugen unnötig, was Kosten und Zeit spart. Für das Verfahren wird lediglich eine Gegenform aus Holz benötigt, die – je nach Kontur – beispielsweise mithilfe einer Drei- oder Fünfachsmaschine herstellbar ist.
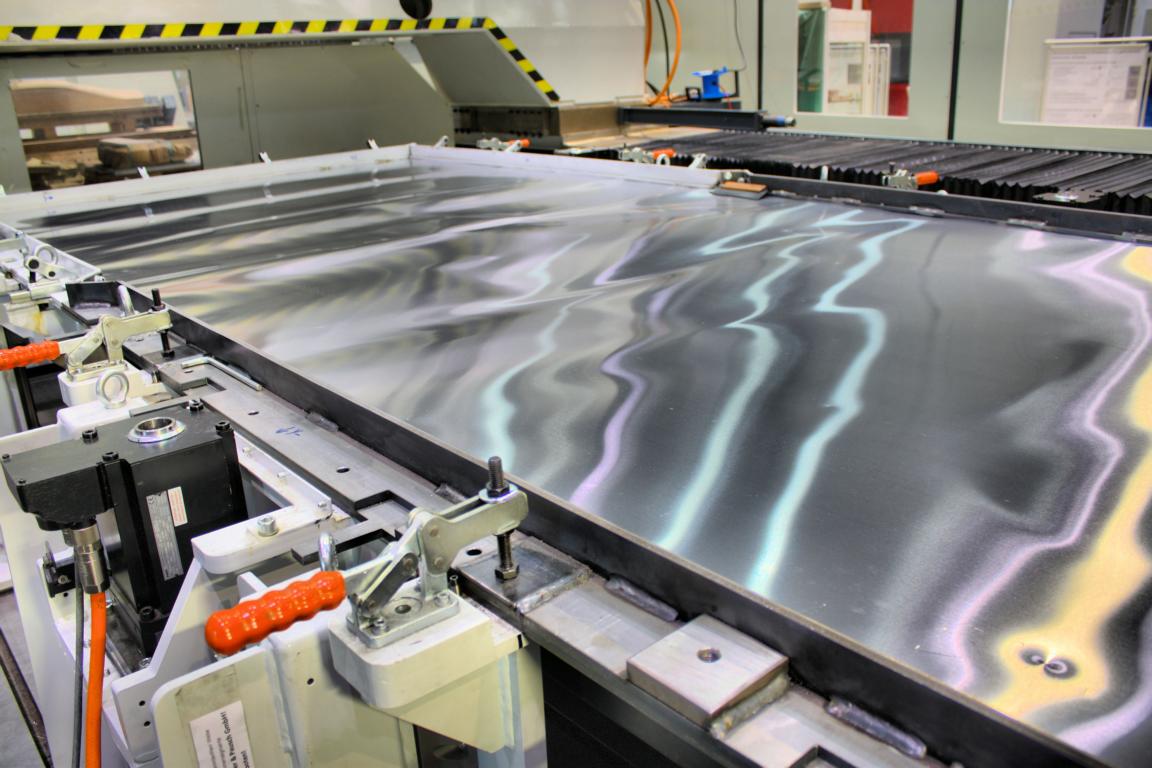
Neben dieser Voraussetzung ist am IWU eine Fahrständermaschine vorhanden, die mit einem CNC-gesteuerten, inkrementell auf- und absenkbaren Spannrahmen versehen ist. Die Verantwortlichen des Forschungsinstituts haben dazu die vorhandene Fahrständermaschine, die einen Verfahrweg von 4 x 6 Meter besitzt, entsprechend umgebaut. Der dort neu eingebaute, selbst konstruierte Spanntisch ist in der Lage, komplette Blechtafeln von 4 x 2 Meter Größe zuverlässig zu spannen, was die Herstellung entsprechend großer Blechteile erlaubt. Die maximal umformbaren Abmessungen am Fraunhofer IWU betragen 3 x 4 Meter, was die Umformung einer ganzen Straßenbahnseitenwand erlaubt.
Mit dem Demo-Fahrzeug ›Silberhummel‹ (interner Projektname) – ein Rennwagen, basierend auf einem nicht umgesetzten Konstruktionsentwurf des Automobil-Pionieres ›Horch‹ – wurden die Möglichkeiten der inkrementellen Blechumformung für den Fahrzeug-Prototypenbau ausgelotet. Es wurde nachgewiesen, dass damit die Automobilproduktion in kleinen und kleinsten Stückzahlen möglich ist. Die Silberhummel ist zudem ein Demonstrationsobjekt, mit dem später neuartige Antriebe, basierend auf Wasserstoff-Brennstoffzellen getestet werden sollen.
Das Geheimnis einer funktionierenden, inkrementellen Blechumformung liegt hauptsächlich im Spannrahmen, der sich inkrementell um den gleichen Betrag wie der in die Frässpindel eingespannte Umformdorn nach unten bewegt. Dieser Zustell- beziehungsweise Absenkungswert kann – je nach zu verformendem Material – zwischen 0,1 und 1 Millimeter liegen. Auf diese Weise wird erreicht, dass sich Inkrement für Inkrement das verformte Blech an die Gegenform legt und auf diese Weise die Endform durch mehrere aufeinanderfolgende Bewegungen erzeugt wird. Vom Arbeitsablauf her gesehen kann die inkrementelle Blechumformung mit dem Drücken verglichen werden, wie es auf speziellen Drehmaschinen für rotationssymmetrische Blechteile verwendet wird.
Der Unterschied ist lediglich, dass das Drückwerkzeug in eine Fräsmaschine gespannt und entlang der Patrizen-Kontur in X- und Y-Richtung verfahren wird. Selbstverständlich müssen hier spezielle CNC-Programme zum Einsatz kommen, die von extra dafür ausgelegten Postprozessoren aus einem per 3D-CAM-System generierten 3D-File erzeugt werden. Die Programme müssen derart ausgefeilt sein, die Rückfederung der Bleche zu berücksichtigen, damit nach dem Ausspannen aus dem Spannmittel das fertige, zurückfedernde Blechteil möglichst nahe an der gewünschten Soll-Kontur liegt.

Für reibungsloses Umformen
Wichtig ist bei diesem Prozess zudem, dass für eine gute Schmierung gesorgt wird, da hohe Verfahrgeschwindigkeiten von bis zu 30 Meter pro Minute nutzbar sind. Diese hohe Geschwindigkeit erlaubt die Fertigstellung relativ komplizierter Blechteile in wenigen Stunden. Der Vorteil bei der inkrementellen Blechumformung ist zudem, dass nahezu kein Schmiermittelverbrauch entsteht. Das benötigte Fett kann nach der Blechumformung gesammelt und für einen weiteren Verformungsvorgang genutzt werden. Systembedingt ist das inkrementelle Blechumformen nicht in der Lage, Winkel über 60 Grad makellos auszuführen. Bei zu großen Winkeln entstehen durch das Ausdünnen des Werkstoffes sowie der zunehmenden Kaltverfestigung sogar Risse im Blech, was zum Ausschuss des Blechteils führt.
Aus diesem Grund müssen für das inkrementelle Blechbiegen vorgesehene Teile unter Umständen geteilt werden, sodass zwei Bauteile entstehen, deren Herstellung keine Probleme mit derart großen Winkeln aufwirft. Zwar müssen die beiden Bauteile unter Umständen miteinander verbunden werden, was jedoch immer noch weniger zeitaufwendig ist, als das Teil von Expertenhand mühevoll in handwerklicher Tradition anfertigen zu lassen.
Auch besonders große Bauteile profitieren von einer segmentierten Fertigung, da die so hergestellten Teile in der Summe immer noch deutlich preiswerter sind, als wenn diese auf herkömmliche Weise produziert werden. Mit entsprechenden Umformdornen lassen sich sogar kleine Rillen und Formelemente herstellen, wodurch die inkrementelle Blechumformung völlig neue Wege der Blechkonstruktion erschließt. Wer selbst nicht die Möglichkeit hat, die inkrementelle Blechumformung zu nutzen, kann sich selbstverständlich an das Fraunhofer IWU wenden, um seinen Wunsch dort vorzutragen.

Download
Diesen Artikel finden Sie auch in Heft 6/2019 auf Seite 90. Zum besagten Heft führt ein Klick auf den nachfolgenden Button!

Mehr Informationen zum Fraunhofer IWU:
 |
Fraunhofer-Institut für Werkzeugmaschinen und Umformtechnik IWU |
|
Reichenhainer Straße 88 |
|
09126 Chemnitz |
|
Telefon +49 371 5397 0 |
|
E-Mail: info@iwu.fraunhofer.de |
|
www.iwu.fraunhofer.de |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 5 - gesamt: 12289.











































