



































Per Knopfdruck zum NC-Programm
Programmieren auf bequeme Art
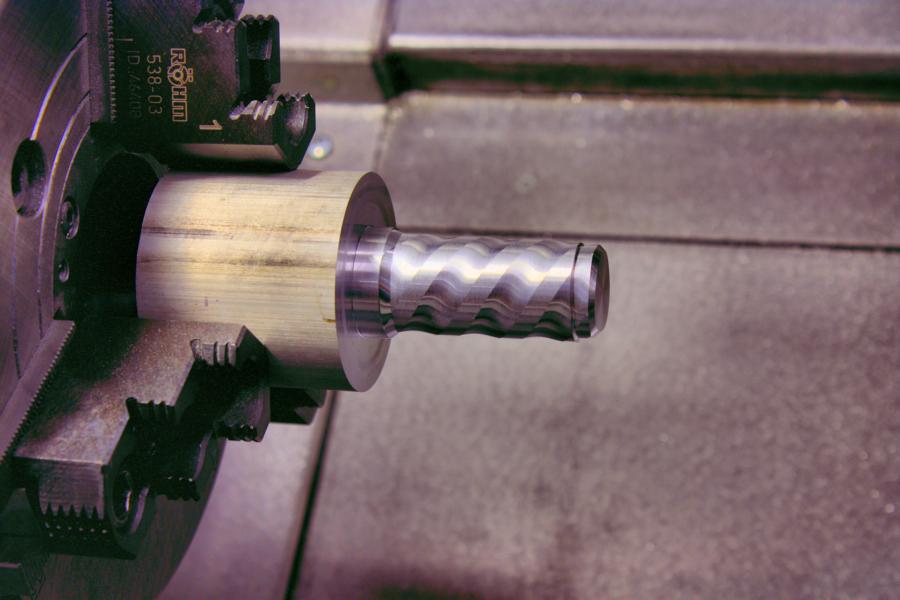
Steuerungen von Heidenhain sind seit jeher dort vorzufinden, wo es darum geht, in kürzester Zeit zum Werkstück zu kommen. Diesbezüglich punktet auch das Modell ›CNC-Pilot 640‹. Mit dieser Bahnsteuerung haben die Traunreuter eine Trumpfkarte für Drehmaschinen im Programm, die sogar das Drehen von Polygonen auf einfache Weise ermöglicht.
Steuerungen von Heidenhain haben viele Merkmale in sich vereint, die sie vom Marktumfeld positiv abheben. Erwähnt sei nur die Möglichkeit, auf älteren Heidenhain-Steuerungen erstellte CNC-Programme problemlos in neue Steuerungen einzulesen und abzuarbeiten. Ein geldwerter Vorteil, den man anderswo nicht selten vergeblich sucht.
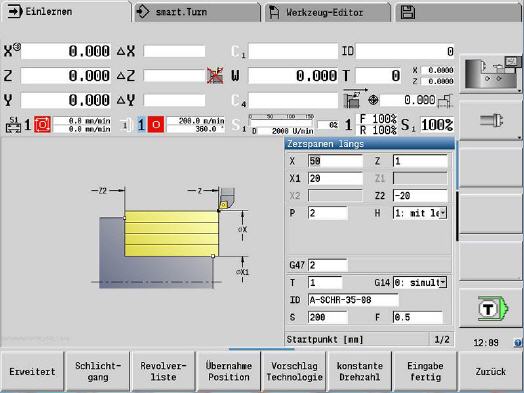
Hier macht die Bahnsteuerung ›CNC Pilot 640‹ keine Ausnahme. Die für CNC-Drehmaschinen ersonnene Steuerung zeichnet sich zudem durch eine ausgesprochen komfortable Art, CNC-Programme zu erstellen, aus. Dazu gibt es mehrere Möglichkeiten, die der Maschinenbediener frei wählen kann. Über die Funktion ›Einlernen‹ ist es beispielsweise möglich, einzelne Absätze, Gewinde oder Radien rasch zu erstellen. Dazu werden lediglich Masken mit passenden Geometriewerten und technologischen Angaben gefüllt und die Steuerung gestartet.
Diese Art der Programmerstellung eignet sich optimal zur Reparatur von Gewinden oder zum Überdrehen von Teilen, ohne sich groß mit der Maschinenprogrammierung aufzuhalten.Selbstverständlich ist das Erstellen längerer CNC-Programme über den an CNC-Steuerungen üblichen Weg, Befehl an Befehl zu hängen, auch mit der 640er Steuerung möglich. Heidenhain hat aber auch in diesem Fall Komfort eingebaut, um dem Programmierer sein Tun so einfach wie möglich zu gestalten.
Da ist zunächst einmal festzustellen, dass die Steuerung mit dem smart.Turn-Konzept, ähnlich wie komfortable Hochsprachen in der PC-Programmierung, einen CNC-Programmkopf erzeugt, der nur noch entsprechend ausgefüllt werden muss. Dies hat den Vorteil, dass der Programmierer sehr leicht erkennen kann, was ins CNC-Programm gehört und in diesem eventuell noch nicht vorhanden ist.
Hoher Programmierkomfort
Noch nicht vorhandene Programmteile, wie etwa eine Revolverliste, die Roh- und Fertigteilabmaße oder die Spannmittelangaben können sehr einfach per Knopfdruck erzeugt und eingefügt werden. Dazu müssen nur entsprechende Eingabemasken für sogenannte Units ausgefüllt werden.
Eine Unit beschreibt einen Arbeitsschritt und beinhaltet den Werkzeugaufruf, die Technologiedaten, den Zyklusaufruf, An- und Abfahrstrategie, sowie globale Daten, wie etwa den Sicherheitsabstand. Alle diese Parameter sind übersichtlich in einem Dialog zusammengefasst.
Ein Übersichtsformular verschafft einen Überblick der gewählten Unit, während Unterformulare Auskunft zu den Details des Arbeitsblocks geben. Übersichtliche kontextsensitive Hilfebilder verdeutlichen alle erforderlichen Eingaben. Bei Eingabealternativen listet smart.Turn die vorhandenen Möglichkeiten auf, aus denen ausgewählt werden kann.
Ein besonderer Vorteil ist, dass zum Programmieren ein aktuell laufender Fertigungsprozess nicht angehalten werden muss. Die Steuerung verrichtet im Hintergrund weiter ihre Arbeit, egal nach welcher Methode das Programm vom Bediener erstellt wird.
Angesichts derart ausgefeilter Strukturierung kann festgestellt werden, dass Heidenhain mit seinen Steuerungen viel Aufwand treibt, um den Programmierer komfortabel und möglichst fehlerfrei zum NC-Programm zu führen. Hier macht sich positiv bemerkbar, dass das Unternehmen eine ganze Reihe von Fachleuten beschäftigt, die täglich nichts anderes tun, als die Bedienphilosophie zu hinterfragen und zu verfeinern.
Sollte der Bediener trotz aller Intuitivität in seinem Bemühen einmal nicht weiterkommen, kann er das kontextsensitive Hilfesystem nutzen, das auf den Namen ›Turnguide‹ hört und über die Taste ›Info‹ aufgerufen wird. Zusätzlich ist in dieser Hilfe eine Volltextsuche möglich, sodass jedwede Information zur Steuerung rasch gefunden wird und Unklarheiten in kurzer Zeit beseitigt sind.
Automatisch zum NC-Programm

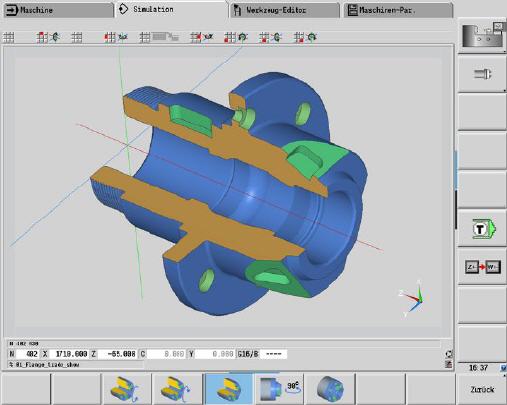
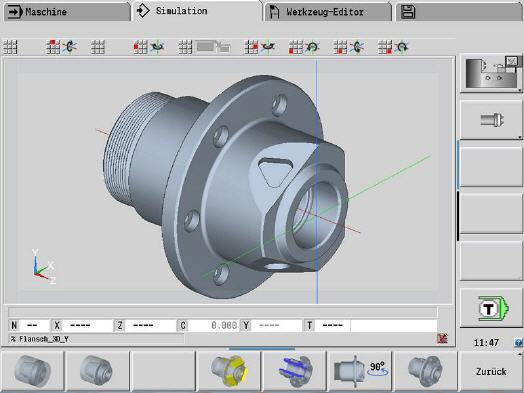
Doch das ist noch nicht alles. Die eigentliche, absolut staunenswerte Funktion verbirgt sich hinter der Option ›Turn Plus‹. Mit dieser Option besitzt die CNC Pilot 640 die Fähigkeit, auf Grundlage eines Arbeitsplanes, selbst komplizierte CNC-Programme vollautomatisch zu erstellen. Dazu muss nur die Roh- und Fertigteilkontur über die Interaktive Konturprogrammierung (ICP) grafisch eingegeben und der jeweilige Werkstoff sowie das Spannmittel ausgewählt werden.
Den Rest, nämlich die Analyse der Konturen, die Planung der Arbeitsstrategie sowie die Auswahl der Werkzeug- und Schnittdaten übernimmt die Steuerung. So wird auf Knopfdruck ein vollständiges und ausführlich kommentiertes NC-Programm im smart.Turn-Format erzeugt.
Selbstverständlich kann statt der grafischen Eingabe der Fertigteilkontur, diese per DXF-Datei importiert werden.
Große Zeiteinsparung

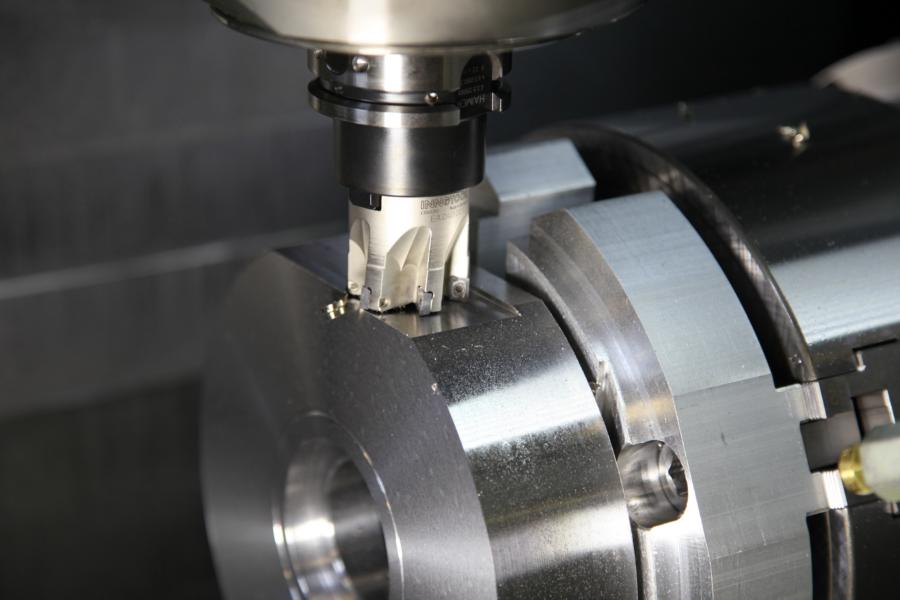
Turn Plus ist derart leistungsstark, dass selbst CNC-Programme für komplexe Werkstücke mit Bearbeitungen an Stirnseite, Rückseite und Mantelflächen vollautomatisch erstellt werden können. So sind ohne Übertreibung je nach der Geometriedefinition circa 80 Prozent der für die Programmierung der Bearbeitungen erforderlichen Zeit einsparbar. Natürlich sind entsprechend konstruierte Maschinen nötig, um die ausgesprochen zahlreichen Möglichkeiten der Steuerung umzusetzen.
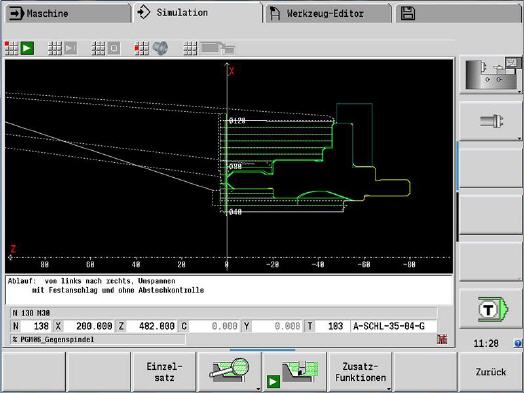
Selbstverständlich wird die Kontur der Spannmittel berücksichtigt und diese bei der automatischen Arbeitsplangenerierung verrechnet. So wird beispielsweise der Schnitt automatisch auf einen Sicherheitsabstand zum Spannmittel begrenzt. Wenn das Programm für die erste Aufspannung fertig ist, wird umgespannt – grafisch interaktiv. Anschließend erstellt die Steuerung automatisch das Programm für die zweite Aufspannung, ohne Neueingabe der Werkstückgeometrie.
Ist der Winkel, in dem die Kontur abfällt, steiler als der Werkzeugschneidenwinkel, so wählt die Steuerung automatisch ein anderes Werkzeug aus und führt die Bearbeitung in entgegengesetzter Richtung oder als Einstich aus. In jedem Fall entsteht ein lauffähiges NC-Programm, das mit minimalem Bedieneraufwand von der Steuerung selbst generiert wird.Im smart.Turn-Editor können bis zu sechs NC-Programme gleichzeitig geladen sein. Auf diese Weise sind auf einfache Weise von einem zum anderen NC-Programm Befehlsblöcke übernehmbar oder lässt sich bei komplexen NC-Programmen ein schneller Überblick verschaffen. Globale Parameter wie Aufmaße, Sicherheitsabstand oder Kühlmittel werden nur einmal in der Start-Unit definiert und können via smart.Turn für weitere Units genutzt werden.
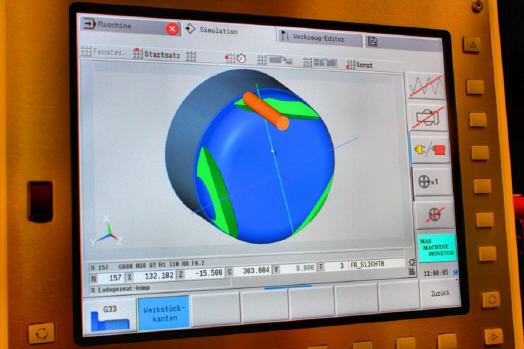
Optimierte Verfahrwege
Ein weiteres Highlight der CNC Pilot 640 ist die Konturnachführung. Hier berechnet die Steuerung bei jedem Schnitt das neu entstandene Rohteil. Da die Bearbeitungszyklen sich immer nach dem aktuellen Rohteil richten, werden durch die Konturnachführung sogenannte „Luftschnitte“ vermieden und Anfahrtswege optimiert. Dies funktioniert sogar durch ein vorher zerspantes Volumen hindurch.
Ausgesprochen hilfreich ist, dass die CNC Pilot 640 die Schnittdaten nach den Kriterien ›Werkstoff‹, ›Schneidstoff‹ und ›Bearbeitungsart‹ speichert. Dadurch genügt es, lediglich noch den Werkstoff des Werkstücks in das Programm einzutragen, da der Schneidstoff bereits bei der Beschreibung des Werkzeugs berücksichtigt wurde. Datenredundanz, also das mehrfache Erzeugen gleicher Daten, wird so vermieden, was zu leicht leserlichen NC-Programmen führt, die nicht zuletzt im Fehlerfall besser handhabbar sind.
Wenn die Variablenprogrammierung genutzt werden soll, spezielle Aggregate anzusteuern sind oder komplexe Funktionen verwendet werden sollen, so bietet sich ›DIN Plus‹ an. Hier stehen neben leistungsfähigen Bearbeitungszyklen auch Programmverzweigungen sowie die Variablenprogrammierung zur Verfügung. Dennoch behält man die Freiheit, jederzeit smart.Turn zu nutzen, da innerhalb eines Programms beliebig zwischen der smart.Turn- und der DIN Plus-Programmierung gewechselt werden kann.
Erwähnenwert ist in diesem Kontext, dass die Units jederzeit aufgelöst werden können, da diese auf DIN Plus basieren. Auf diese Weise sind DIN Plus-Programmabschnitte als Basis für Anpassungen und Optimierungen verwendbar. Natürlich sind auch reine DIN-Programme rasch erstellt. Zudem sind per CAM-System extern erzeugte CNC-Programme einlesbar. Und wer in kürzester Zeit ein Angebot kalkulieren muss, für den ist die CNC Pilot 640 ebenfalls eine wertvolle Hilfe: Während der Programmssimulation berechnet die Steuerung die Stückzeit für die programmierte Bearbeitung.
In einer Tabelle werden zudem die Gesamtbearbeitungszeit sowie die Haupt- und Nebenzeiten jedes Zyklus ausgewiesen. Das hilft nicht nur bei der Kalkulation, sondern ermöglicht auf einen Blick, ob noch Optimierungsmöglichkeiten bei der Bearbeitung besteht. Typisch Heidenhain eben.
Download:
Diesen Artikel können Sie hier im PDF-Format herunterladen [342 KB] .
Mehr Informationen zu Heidenhain:
 |
DR. JOHANNES HEIDENHAIN GmbH |
|
Postfach 1260 |
|
83292 Traunreut |
|
Dr.Johannes-Heidenhain-Str.5 |
|
83301 Traunreut |
|
Tel.: (08669) 31-0 |
|
Fax: (08669) 5061 |
|
E-Mail: info@heidenhain.de |
|
www.heidenhain.de |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 7 - gesamt: 2954.











































