



































Springen, Skalieren und Spiegeln
Abkürzungen für CNC-Programmierer
Wer CNC-Programme schreibt, soll sich nicht mit Grundkenntnissen zufriedengeben, da ein tiefergehendes Wissen der Leistungen moderner CNC-Steuerungen die Möglichkeit eröffnet, die zu erstellenden CNC-Programme in wesentlich kürzerer Zeit zu schreiben. Ganz abgesehen davon, dass CNC-Programme grundsätzlich kompakter werden, wenn man weiß, wie gesprungen, skaliert und gespiegelt wird.

Wer schon an echten Steuerungen CNC-Programme erstellt hat, wird sich gewundert haben, dass in diesem Kurs alle Programme bisher ohne Zeilennummern ausgekommen sind. Vielfach ist auch gar nicht klar, dass moderne Steuerungen Zeilennummern nicht zwingend benötigen, sodass diese weggelassen werden können, solange keine Sprung- und Wiederholbefehle eingesetzt werden. Denn die Zeilennummern ermöglichen es, eine Programmzeile gezielt anzuspringen beziehungsweise gezielt von einer bestimmten Zeile wegzuspringen. Bei manchen, insbesondere älteren und einfachen Steuerungen ist es nicht möglich, die Zeilennummern wegzulassen. Diese müssen also stets mit angegeben werden.
Die Schrittgröße, in der die einzelnen Zeilen nummeriert werden, ist egal. Es hat sich jedoch bewährt, in 10er Schritten zu programmieren. Man muss jedoch beachten, dass manche Steuerungen nur eine maximal mögliche Zeilennummer zulassen. Diese darf nicht überschritten werden.
Die Sprung- und Wiederholfunktion G14 wird vorzugsweise bei der Bearbeitung mehrerer gleicher Werkstücke eingesetzt. Man programmiert nur einmal die Kontur und ruft Sie dann an verschiedenen Positionen wieder auf. Der Umgang ist ganz ähnlich, wie der Aufruf von Zyklen mit G79 oder G77.
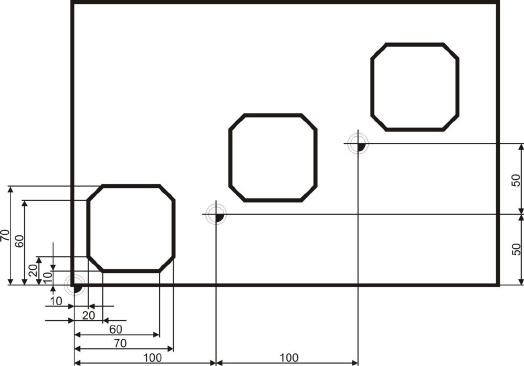
Ehe ein Beispiel programmiert wird, bietet es sich an, per [CTRL] + [N] die Speicher zu leeren. Anschließend wird, wie bekannt, der Standardkopf und die Kontur programmiert. Anschließend den Programmabschnitt an verschiedenen Positionen wiederholen. Die Werte des Werkzeugs, die in den Werkzeugspeicher eingegeben werden, lauten:
T1 L: 98.2 R: 9.5
Wie bereits in den vorhergehenden Kursteilen erläutert, ist auch die Lage des Rohteils auf dem Frästisch, von besonderer Wichtigkeit, um die Fertigung des Werkstückes problemlos sicherzustellen. In den Nullpunktspeicher 54 werden folgende Werte eingegeben:
X:100 Y:110 Z:250
Zu Programmeingabe kann natürlich der TEACH-IN Modus durch gleichzeitiges Betätigen von [CTRL] + [B] und anschließend [M] verwendet werden. Die bessere Methode ist allerdings, das Programm direkt im Editor einzugeben. Wenn der Editor verlassen wird, erfolgt automatisch die Simulation. Wer es ganz bequem haben will, kann das CNC-Programm auch von der Festplatte laden und es anschließend durch Betätigen der Tasten [CTRL] + [W] simulieren lassen.
Das G14-Programm:
N10 G18 T1 M6
N20 S3978 F875 M3 G54
N30 G99 X0 Y0 Z0 I300 K-200
N40 G0 X0 Z0 Y10
N50 G1 Y-5
N60 G43 Z-10
N70 G42 X60
N80 X70 Z-20
N90 Z-60
N100 X60 Z-70
N110 X20
N120 X10 Z-60
N130 Z-20
N140 X20 Z-10
N150 G0 Y20
N160 G40 X0 Z0
N170 G92 X100 Z-50
N180 G14 J2 N1=40 N2=170
N190 G0 Y100 M30
G14-Befehl
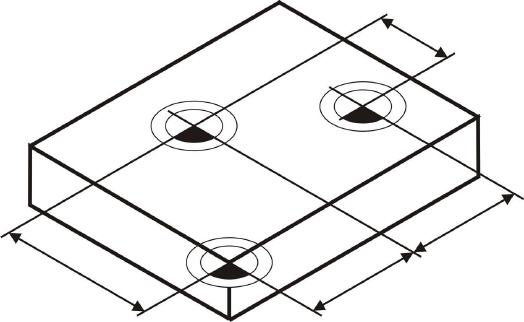
Das Wiederholen von Programmkonturen in Kombination mit der Nullpunktverschiebung ermöglicht es auf einfachste Weise, mehrere Werkstücke, die in Schraubstöcken oder Vorrichtungen an immer gleichen Stellen eigespannt sind, in Serie zu bearbeiten.
Neu: G92
Den Befehl G92 ist bisher in diesem Kurs noch nicht vorgekommen. G92 bewirkt, dass der Nullpunkt, ausgehend vom vorherigen Nullpunkt, um den in den Variablen X und Z stehenden Werten verschoben wird. Man spricht von einer inkrementalen Nullpunktverschiebung.
Mit der Variablen J in der Zeile 180 wird angeben, wie oft die Zeilen, die durch N1= und N2= eingeschlossen sind, wiederholt werden. In diesem Fall erfolgt die Wiederholung zweimal. Der Befehl G92 wird dadurch also zweimal ausgeführt. Durch das zweimalige Verschieben des Nullpunktes wird die Ausgangskontur an verschiedenen Stellen wiederholt.
G92-Befehl
Ausgehend vom letzen Nullpunkt wird der neue Nullpunkt um den in den Variablen X und Z stehenden Werten verschoben.
Skalieren mit G73
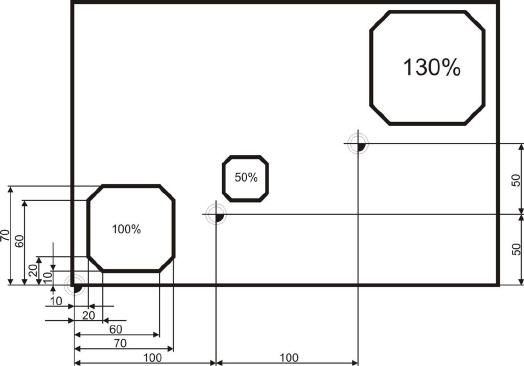
Das soeben fertiggestellte Werkstück soll noch einmal hergestellt werden. Diesmal sollen jedoch die beiden Wiederholkonturen kleiner beziehungsweise größer als die Ausgangskontur werden. Für diese Aufgabe gibt es ebenfalls einen G-Befehlscode: G73. G73 kann auch zum Spiegeln verwendet werden. Die Wirkungsweise von G73 ist ebenso simpel wie wirkungsvoll. Nachdem der Befehl G73 eingegeben wurde, multipliziert die Steuerung alle nachfolgenden Verfahr- und NP-Verschiebebefehle mit dem in der Variablen A4 stehenden Wert. Diese Funktion ist solange wirksam, bis der Befehl G72 folgt, der den Befehl G73 löscht. Erst nach G72 werden also alle weiteren Verfahr- und NP-Verschiebebefehle unverändert ausgeführt.
Es wird angenommen, irgendwo in einem Programm folgt der Befehl G73 A4=0.5, dann wird aus dem Verfahrbefehl X100 der Verfahrbefehl X50 generiert, denn die Steuerung berechnet:
100 x 0.5 = 50
Die Wiederholfunktion G14 lässt sich vorteilhaft mit der Funktion G73 verbinden. Man programmiert eine Originalkontur und wiederholt diese in unterschiedlicher Größe an verschiedenen Positionen. Auch der Einsatz der Makrotechnik wäre denkbar. Doch dieses Thema wird im nächsten Kursteil behandelt.
Das Schema zum Vergrößern beziehungsweise Verkleinern einer Ausgangskontur lautet:
- 1. Programmieren und abarbeiten einer Ausgangskontur
- 2. Nullpunkt an neue Position verschieben
- 3. Vergrößerungs-/Verkleinerungsbefehl anfügen
- 4. Wiederholen der Ausgangskontur mit G14
Wie bereits mehrfach erwähnt, müssen, bevor ein neues Programm begonnen werden kann, alle Speicher gelöscht werden. Dies geschieht durch Gleichzeitiges drücken von [CTRL] + [N]. Obligatorisch ist auch die Eingabe der Werkzeugdaten:
T1 L: 98.2 R: 9.5
Werte für den Nullpunktspeicher 54:
X:100 Y:110 Z:250
Manipulation einer Originalkontur mittels G73
N10 G18 T1 M6
N20 S3978 F875 M3 G54
N30 G99 X0 Y0 Z0 I300 K-200
N40 G0 X0 Z0 Y10
N50 G1 Y-5
N60 G43 Z-10
N70 G42 X60
N80 X70 Z-20
N90 Z-60
N100 X60 Z-70
N110 X20
N120 X10 Z-60
N130 Z-20
N140 X20 Z-10
N150 G0 Y20
N160 G40 X0 Z0
N170 G92 X100 Z-50
N180 G73 A4=0.5
N190 G14 N1=40 N2=170
N200 G73 A4=1.3
N210 G14 N1=40 N2=160
N220 G72
N230 G0 Y100 M30
Es ist ersichtlich, dass das Programm bis zur Zeile N170 exakt dem Programm der letzten Aufgabe gleicht. In Zeile N180 wird durch G73 der Befehl gegeben, alle nachfolgenden Werte mit dem Wert der Variablen A4 (hier 0.5) zu multiplizieren. Durch G14 erfolgt die Wiederholung der Zeilen N40 bis N170. Alle hier enthaltenen Verfahrbefehle werden mit 0.5 multipliziert. Auf diese Weise erhält man ohne großen Aufwand eine Verkleinerung der Originalkontur.
Skalieren mit G73
Sobald die CNC-Steuerung den Befehl G73 erkennt, werden alle nachfolgenden Verfahrbefehle und NP-Verschiebebefehle mit dem in der Variablen A4 stehenden Wert multipliziert.
Wichtige Regeln:
Wenn G73 nicht mehr benötigt wird, muss dieser Befehl mit G72 aufgehoben werden. Sollte dies vergessen werden, so fährt in diesem Programmbeispiel der Tisch (die Y-Achse) zum Schluss nicht 100 mm nach unten, sondern gleich um 130mm! Denn in Zeile N200 wurde die Variable A4 mit dem Wert 1.3 geladen. Beim Skalieren ist es daher besonders wichtig, konzentriert zu programmieren, um teure Maschinenschäden zu vermeiden.
Es soll noch darauf hingewiesen werden, dass auf anderen Steuerungen diese Vorgehensweise möglicherweise nicht zum gewünschten Ergebnis führt. Dort existiert womöglich eine andere Variable als A4 oder gar ein ganz anderer Code als G73 für den Skalierbefehl.
Es ist bei anderen Steuerungen zudem teilweise möglich, durch Ändern der Maschinenkonstanten, den Skalierungsfaktor in Prozentwerten anzugeben. In SIM_WORK sind Prozentangaben nicht möglich.
Spiegeln von Konturen
Das Schema beim Spiegeln lautet:
- 1. Programmieren und Abarbeiten einer Ausgangskontur
- 2. Spiegelbefehl an das Konturende dazugeben
- 3. Wiederholen der Ausgangskontur mit G14
Zum Spiegeln von Konturen verwendet man den gleichen Befehl wie für das Skalieren: G73.
Für das nächste Beispiel werden wieder alle Speicher per [CTRL] + [N] gelöscht und die Werkzeugdaten eingegeben:
T1 L: 98.2 R: 9.5
Werte für den Nullpunktspeicher 54:
X: 250 Y: 110 Z: 150
Programm zum Spiegeln einer Kontur:
N10 G18 T1 M6
N20 S3978 F875 M3 G54
N30 G99 X-150 Y0 Z100 I300 K-200
N40 G0 X0 Z0 Y10
N50 X105 Z-55
N60 G1 Y-5
N70 G43 X115
N80 G41 Z-85
N90 G3 X105 Z-95 R10
N100 G1 X95
N110 G3 X85 Z-85 R10
N120 G1 Z-60
N130 X80 Z-55
N140 X35
N150 G3 X35 Z-35 R10
N160 G1 X65
N180 Z-25
N190 G3 X75 Z-15 R10
N200 G1 X100
N210 G3 X115 Z-30 R15
N220 G1 Z-55
N230 G0 Y10
N240 G40
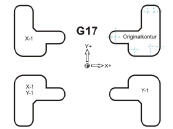
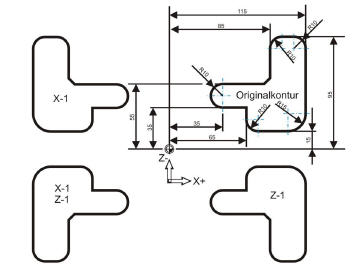
Syntax zum Spiegeln
G73 X-1 = Spiegeln um die X-Achse
G73 Y-1 = Spiegeln um die Y-Achse (bei G17)
G73 Z-1 = Spiegeln um die Z-Achse (bei G18)
Durch Angabe mehrerer Achsen, wie zum Beispiel G73 X-1 Z-1 wird gleichzeitig in der X- und in der Z-Achse gespiegelt. Zunächst wird die Kontur um die X-Achse gespiegelt und wiederholt:
N250 G73 X-1
N260 G14 N1=40 N2=240
Danach wird von dieser Position um die Z-Achse gespiegelt. Dazu gibt es zwei Möglichkeiten der Befehlseingabe:
1.Möglichkeit:
N270 G73 Z-1
N280 G14 N1=40 N2=240
2.Möglichkeit:
N270 G73 X-1 Z-1
N280 G14 N1=40 N2=240
 |
 |
|
 |
Beim Spiegeln muss unbedingt beachtet werden, in welcher Ebene das Fräswerkzeug arbeitet, damit die richtigen Spiegelbefehle in das CNC-Programm aufgenommen werden. |
Hinweis:
Der Befehl X-1 in Zeile 270 der zweiten Möglichkeit ist eigentlich überflüssig. Durch in wird das CNC-Programm jedoch leichter lesbar.
Für welchen Weg man sich entscheidet, ist Geschmackssache. Die erste Möglichkeit spart Speicherplatz, während die zweite Alternative vor allem bei großen Programmen etwas übersichtlicher ist.
Aufheben des Spiegelbefehls
Das Löschen der Spiegelfunktion in einer bestimmten Achse erfolgt durch den Befehl G73 und den Großbuchstaben der jeweiligen Achse, jetzt aber gefolgt von einer Positiven eins.
Zum Beispiel:
G73 X1
Um nun die Ausgangskontur um die Z-Achse zu spiegeln, muss nur der Spiegelbefehl um die X-Achse aufgehoben werden:
N290 G73 X+1
Nun wird die Kontur wiederholt:
N300 G14 N1=40 N2=240
Mit dem Befehl G72 kann man den Spiegelbefehl für alle Achsen gleichzeitig löschen. Da das Spiegeln abgeschlossen ist, bietet sich dies an:
N310 G72
Zum Schluss wird der Frästisch etwas nach unten gefahren, um das Werkstück entnehmen zu können. Mit M30 wird das Programm beendet:
N320 G0 Y100 M30
Wie sicher während der Simulation bemerkt wurde, wird die Fräsrichtung beim Spiegeln getauscht. Aus Gleichlauffräsen wird Gegenlauffräsen. Umgekehrt gilt das Gleiche. Dies ist in gewisser Weise ein Nachteil beim Zerspanungsprozess. Verschiedene Steuerungen sind jedoch in der Lage, auch nach dem Spiegeln die Bearbeitungsrichtung beizubehalten.
Das vollständige Programm lautet:
N10 G18 T1 M6
N20 S3978 F875 M3 G54
N30 G99 X-150 Y0 Z100 I300 K-200
N40 G0 X0 Z0 Y10
N50 X105 Z-55
N60 G1 Y-5
N70 G43 X115
N80 G41 Z-85
N90 G3 X105 Z-95 R10
N100 G1 X95
N110 G3 X85 Z-85 R10
N120 G1 Z-60
N130 X80 Z-55
N140 X35
N150 G3 X35 Z-35 R10
N160 G1 X65
N180 Z-25
N190 G3 X75 Z-15 R10
N200 G1 X100
N210 G3 X115 Z-30 R15
N220 G1 Z-55
N230 G0 Y10
N240 G40
N250 G73 X-1
N260 G14 N1=40 N2=240
N270 G73 X-1 Z-1
N280 G14 N1=40 N2=240
N290 G73 X+1
N300 G14 N1=40 N2=240
N310 G72
N320 G0 Y100 M30
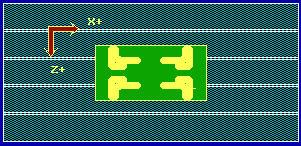
Beispiel für das Spiegeln
Mit SIM_WORK wird das Spiegelbeispiel korrekt und anschaulich simuliert.
Download
Teil 4 des CNC-Kurses ist hier als PDF-Datei [1.149 KB]
herunterladbar.
Die dazugehörenden CNC-Programme sind hier [129 KB]
als selbstentpackende 7 Zip-Datei erhältlich.
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 7 - gesamt: 18210.











































