



































Per PAL-Modus durch die schriftliche CNC-Prüfung
Optimale CNC-Prüfungsvorbereitung dank SIM_WORK
SIM_WORK emuliert nicht nur eine Philips 432-Steuerung, sondern ist auch in der Lage, sogenannte PAL-Befehle zu verstehen. Diese Befehle haben nichts mit der PAL-Programmiersprache der Datenbank Paradox zu tun. Die PAL-Maschine ist eine imaginäre Maschine, die es nirgends zu kaufen gibt. Deren Befehlssatz wird herangezogen, um das sichere Beherrschen von CNC-Steuerungen zu überprüfen. Insbesondere Zerspanungsmechaniker werden bei ihrer schriftlichen Facharbeiterprüfung damit konfrontiert. Wer mit SIM_WORK übt, kann diesem Tag entspannt entgegensehen.
Kostensparen mit SIM_WORK
PAL-Prüfungsstücke können nur mit entsprechenden Simulatoren erstellt werden, da es keine reale Steuerung gibt, die mit PAL-Befehlen etwas anfangen kann. Dank SIM_WORK kann sich nun jeder Zerspanungsmechaniker-Prüfling ohne große Kosten auf die CNC-Prüfung vorbereiten.
Die PAL-Maschine erblickte wegen der damaligen Vielzahl von CNC-Steuerungen das Licht der Fertigungswelt. Zur Zeit der Einführung wurde dies von den zuständigen IHK-Prüfungsausschüssen als Notwendigkeit betrachtet, um in einem vertretbaren Zeitrahmen das CNC-Wissen der Prüflinge zu bewerten.
Mittlerweile gäbe es keine Rechtfertigung mehr, Prüflingen und Ausbildungsbetrieb damit zu belasten, da heute ohne Mehrbelastung für die Prüfungsausschüsse selbst steuerungsspezifische Prüfungen möglich sind. Solange dies von den Kammern jedoch nicht umgesetzt wird, was auch den mit Simulatoren gute Geschäfte machenden Unternehmen geschuldet ist, müssen nach wie vor zahlreiche Stunden aufgewendet werden, um diesen Unsinn zu lernen. SIM_WORK macht es nun zumindest möglich, sich mit der PAL-Steuerung zu beschäftigen, ohne Unsummen in einen Simulator zu investieren.
Im PAL-Befehlssatz sind Zyklen zu finden, die so auf regulären Steuerungen nicht, oder nur in ähnlicher Form zu finden sind. Der Vorteil ist, dass bundesweit alle Prüflinge das Prüfungsstück mit dem gleichen Befehlsumfang programmieren. Ein Nachteil war bisher, dass man ohne Simulator lediglich theoretische Aufgaben üben konnte, da ja die realen CNC-Steuerungen mit den PAL-Befehlen nichts anfangen können.
Mit SIM_WORK hat sich dies geändert! Nun ist es möglich, Übungsprogramme zu schreiben und sofort simulieren zu lassen. Selbstverständlich gelten dieselben Einschränkungen bezüglich der Geometrie des Werkstückes wie für die Philips-Emulation.
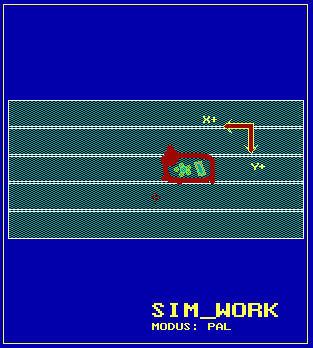
Um in den PAL-Modus umzuschalten, muss eine Maschinenkonstante geändert werden. Zu diesem Zweck müssen die Tasten [STRG] + [I] gleichzeitig betätigt werden. Anschließend wird die Taste [M] betätigt, um in den Maschinenkonstantenspeicher zu gelangen. Nun wird der Cursor auf das Feld 1 gesetzt und dort der Wert "1" eingetragen. Nach Drücken der RETURN-Taste ist die Maschinenkonstante geändert und der PAL-Modus aktiv. Per [ESC] kann nun der Maschinenkonstantenspeicher verlassen werden.
Anschließen erfolgt die Aufforderung, alle Referenzpunkte neu anzufahren. Im linken Fenster steht zur Kontrolle neben dem Feld "MODUS" der Text "PAL". SIM_WORK ist nun bereit, Befehle nach PAL entgegenzunehmen.
Stolperfalle
Da die PAL-Maschine eine reine Phantasie-Maschine ist, sind die ausgearbeiteten Musterlösungen zu den CNC-Prüfungsausgaben nicht selten fehlerhaft. Jeder verantwortungsbewusste Prüfer sollte daher die Musterlösung kritisch durcharbeiten, bevor damit die Leistungen der Prüflinge bewertet wird. Langfristig ist es nötig, die wenig nutzbringenden PAL-CNC-Prüfungen, die es unter den Industrienationen nur in Deutschland gibt, abzuschaffen.
Das erste PAL-Programm
Um das erste PAL-Programm zu schreiben, muss per [STRG] + [K] in den Editor gewechselt werden. Selbstverständlich kann das Programm auch von der Festplatte eingelesen werden. Das folgende CNC-Programm ist bis auf die geänderten Achsenbezeichnungen identisch mit einem Philips-432-Programm:
%2
N1 G54 F80 S1390 T4 M06
N2 G00 X7.5 Y7.5 M03
N3 Z1 M08
N4 G01 Z-2.5
N5 Y62.5
N6 X92.5
N7 Y7.5
N8 X7.5
N9 G00 Z1
N10 X50 Y52
N11 G01 Z-2.5
N12 Y18
N13 G00 Z1
N14 X33 Y35
N15 G01 Z-2.5
N16 X67
N17 G00 Z100 M09
N18 X150 Y150
N19 M30
Allerdings ist noch etwas anders: Es gibt keinen %PM-Befehl! Die PAL-Steuerung erkennt also ein Hauptprogramm alleine am %-Zeichen. Die nachfolgende Zahl wird anschließend als Kennnummer des Hauptprogramms interpretiert.
Wer nun das CNC-Programm startet, wird auf mehrere Fehlermeldungen stoßen. Zunächst wird SIM_WORK melden, dass keine Werkzeugdaten vorhanden sind und mit den Standardwerten weiterarbeiten. Da auch kein Nullpunktverschiebewert eingegeben wurde, bricht die Simulation mit der Meldung, dass ein Crash erfolgte ab. SIM_WORK simuliert also recht praxisnah eine echte Maschine.
Wer nicht an solche "Kleinigkeiten" wie die Nullpunktverschiebung denkt, verursacht schnell teure Maschinenschäden. Deshalb machen sich Trockenübungen mit SIM_WORK sehr schnell bezahlt, da damit die nötige Souveränität gewonnen wird, um reale Maschinen sicher zu bedienen. Ganz nebenbei wird man auch noch fit für die CNC-Facharbeiterprüfung gemacht.
Für die fehlerfreie Simulation sind deshalb noch folgende Eingaben nötig:
Werkzeugdaten: Länge: 100, Radius 5
Nullpunktverschiebung: G54 X100 Y100 Z100
Da der PAL-Befehl keinen G98-Befehl für den Grafikbereich kennt, muss darauf verzichtet werden, den Umriss des zu fräsenden Werkstücks kenntlich zu machen.
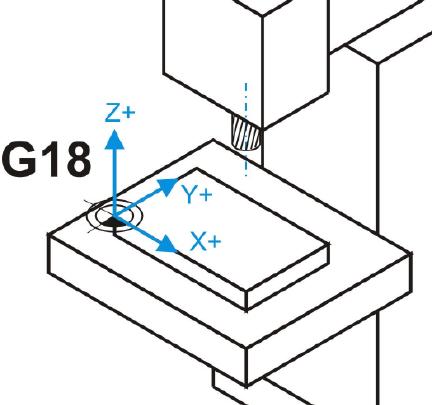
Achsenzuordnung im PAL-Modus
Im Vergleich zum Philips 432-Modus werden die Bezeichnungen der Achsen Y und Z getauscht. Außerdem steht der Maschinullpunkt nun auf der linken Seite des Frästisches. Dadurch ändert sich auch das Vorzeichen der X-Achse.
Ein schwierigeres PAL-Programm
Bevor ein neues Programm eingegeben werden kann, sollten wie gehabt die Speicher mit [STRG] + [N] gelöscht werden. Anschließend sind die Nullpunktverschiebungswerte in G54 sowie die Werkzeugmaße in die entsprechenden Speicher einzugeben. Die Werkzeuge haben folgende Abmessungen:
T1 L100 R6
T2 L100 R10
T3 L100 R8
T4 L100 R4
T5 L100 R4
Die Werkzeudaten können selbstverständlich von der Festplatte eingelesen werden. Nun kann ein neues Programm eingegeben werden. Dazu entweder in den Editor wechseln und per [STRG] + [→] in den Makro-Editor oder das Makro von der Festplatte einlesen:
L19
N1 G91
N2 G01 Z-3
N3 X20
N4 G00 Z3
N5 G90
N6 M17
Anschließend wieder per Tastenkombination [STRG] + [→] in den Hauptprogrammeditor wechseln und dort folgendes Programm eingeben:
%7
N1 G54 F80 S470 T2 M06
N2 G00 X110 Y-10 M03
N3 Z1 M08
N4 G01 Z-2
N5 G41
N6 X95 Y5
N7 X64
N8 Y20
N9 G03 X36 Y20 I-14 J0
N10 G01 Y5
N11 X15
N12 G02 X5 Y15 I0 J10
N13 G01 Y53
N14 G02 X17 Y65 I12 J0
N15 G01 X45
N16 X75.737 Y49.631
N17 X88.274 Y35.176 I-11.18 J-22.361
N18 G01 X95 Y15
N19 Y5
N20 G40
N21 X110 Y-10
N22 G00 Z1
N23 X70 Y70
N24 G01 Z-2
N25 X100
N26 Y50
N27 G00 Z100 M09
N28 X150 Y-50
N29 F80 S1390 T4 M06
N30 G00 X23 Y45
N31 Z1 M08
N32 L1901 (Unterprogramm 19 aufrufen)
N33 X70 Y60
N34 Z-1
N35 L1901
N36 Z100 M09
N37 X150 Y-50
N38 T2 M06
N39 Y150
N40 M30
Wenn mit [ESC] der Editor verlassen wird, erfolgt sofort eine Simulation des PAL-CNC-Programms.
Soll dies vermieden werden, um das Programm eventuell vorher zu sichern, so kann der Editor mit der Tastenkombination [STRG] + [E] verlassen werden, ohne dass eine automatische Simulation erfolgt. Anschließend kann das Programm mit [STRG] + [A] abgespeichert und mit [STRG] + [W] simuliert werden.
Vertrauen ist gut, Kontrolle ist besser
Nachdem einige Fehler in der ursprünglichen Musterlösung beseitig waren, simuliert SIM_WORK das ehemalige CNC-Prüfungsprogramm einwandfrei.
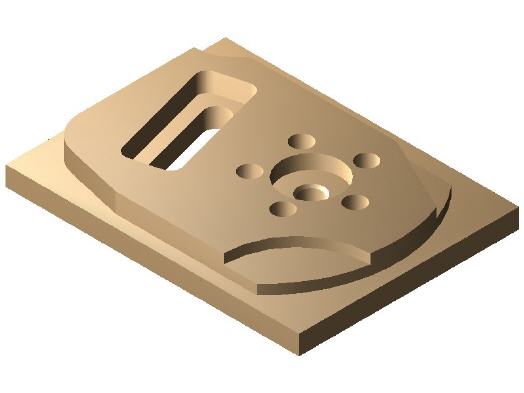
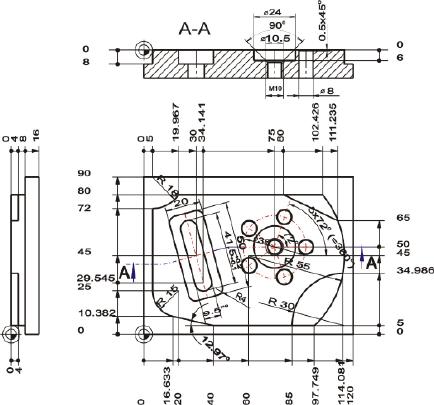
Eine Prüfungsaufgabe
Wie bereits erwähnt, ist es mit SIM_WORK möglich, sich auf die CNC-Abschlussprüfung im Fach Fräsen vorzubereiten. Nachfolgend folgt ein Programm, das in einer lange zurückliegenden Abschlussprüfung erstellt werden musste. Die Zeichnung dazu findet sich im Bildkasten (12). Die Daten der benötigten Werkzeuge lauten:
T1 L100 R6
T2 L100 R12.5
T3 L100 R10
T4 L100 R8
T5 L100 R6
T6 L100 R4
T7 L100 R4
T10 L100 R4.25
T11 L100 R4
T12 L100 R5
%2 |
N36 Z-7 |
Wenn das Programm simuliert wird, kommen einige Probleme ans Tageslicht, die damals vom zuständigen Prüfungsausschuss nicht berücksichtigt wurden.
Die erste Ungereimtheit besteht in der Tatsache, dass davon ausgegangen wird, Werkzeug T2 wäre bereits eingespannt. Dies kommt in der Praxis bei einem neu herzustellenden Werkstück fast nie vor. Daher muss das Programm in den folgenden Zeilen abgeändert werden:
N1 F100 S440 T2 M06 (Befehl M06 einfügen und M03 löschen)
N2 G00 X112 Y-15
Da eine reale Maschine nur einen eingeschränkten Verfahrbereich besitzt, sind an den Endpositionen Sensoren eingebaut, die den Vorschub stillsetzen, um einen Maschinenschaden bei Überschreitung dieser Grenzen zu vermeiden. SIM_WORK meldet zu Recht einen Fehler, wenn versucht wird, diesen Bereich zu überschreiten. Das Programm muss daher mit einer Nullpunktverschiebung programmiert werden. Daher sind noch folgende Zeilen zu ändern:
N1 F100 S440 T2 M06
N11 G54 M03 (Diese Zeile einfügen)
N2 G00 X112 Y-15
Im Nullpunktverschiebespeicher müssen unter „54“ noch Werte für die Nullpunktverschiebung eingeben.
Die Steuerung einer realen Maschine darf natürlich nicht zulassen, dass im Eilgang die Kontur angefahren wird. Deshalb meldet SIM_WORK einen entsprechenden Fehler, wenn der Befehl G41 erfolgt, ohne dass vorher ein G01-Befehl abgearbeitet wurde. Daher sind folgende Zeilen abzuändern:
N4 G01
N5 G41 X97.749 Y5
#
N18 G01
N19 G41 X80 Y80
#
N24 G01
N25 G41 X114.081 Y34.986
Durch einen einfachen Tausch von G01 und G41 wird die vorhergehende Fehlermeldung vermieden. Wenn nun eine Wiederholung der Simulation erfolgt, wird das Programm ohne Fehler simuliert. Nachdem nun ein ehemaliges Prüfungsstück durchgearbeitet wurde, sollen noch kurz die Besonderheiten der Programmierung nach PAL angeschnitten werden.
Werkzeugpositionierung: Im PAL-Befehlssatz existiert kein G43- beziehungsweise G44-Befehl. Das Werkzeug wird sofort mit G41 beziehungsweise G42 auf die Kontur positioniert. Dabei ist jedoch die Möglichkeit gegeben, dass die Kontur vom Fräswerkzeug nicht genau berührt wird. Fehlpositionierung im nächsten Satz kann die Folge sein.
Zyklen: Bei den Zyklen entspricht die Endposition gleich der Startposition. Die Startposition ist diejenige Position, an der sich das Werkzeug vor dem Aufruf des Zyklus befindet. Sie sollte immer einen Millimeter über der Bearbeitungsebene liegen.
Makroaufruf: Ein Makro wird aus einem Hauptprogramm durch den Befehl L, dem eine vierstellige Nummer angehängt ist, aufgerufen. zum Beispiel: L0204. Der Befehl ist wie folgt aufgebaut:
L = Lade Makro
02 = Makro Nummer
04 = Anzahl der Durchläufe
Das Makro mit der Nummer 02 wird also vier Mal wiederholt.
Download
Dieser Kursteil kann hier als PDF-Datei [1.365 KB]
heruntergeladen werden.
Die dazugehörenden CNC-Programme können hier als selbstentpackende ZIP-Datei [130 KB]
heruntergeladen werden.
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 10 - gesamt: 1763.











































