



































Zahnradfertigung auf bessere Art
Wälzschälen statt Stoßen
Das Patent zum Wälzschälen mit dem Titel ›Verfahren zum Schneiden von Zahnrädern mittels eines zahnradartigen, an den Stirnflächen der Zähne mit Schneidkanten versehenen Schneidwerkzeugs‹, das Wilhelm von Pittler 1910 einreichte, erinnert zunächst an das damals bereits bekannte Stoßen von Zahnrädern. Das wirklich Revolutionäre an dieser Idee erschließt sich erst auf den zweiten Blick.

Stabmesser-Schälrad im Einsatz
Beim Stoßen von Zahnrädern wird die Schneidbewegung durch den Hub des zahnradförmigen Werkzeugs in axialer Richtung erzeugt, wobei sich während der oszillierenden Hubbewegungen Werkstück und Werkzeug entsprechend ihrer Zähnezahlen ein wenig weiterdrehen. Für einen kollisionsfreien Rückhub wird das Werkzeug radial genügend weit vom Werkstück zurückgezogen. Insgesamt entsteht so eine unterbrochene Schneidbewegung des zahnradförmigen Werkzeugs.
Etwa 50 Jahre vor der Erfindung des Wälzschälens erhielt Christian Schiele ein Patent auf einen schraubenförmigen Fräser zur Herstellung von Stirnrädern, dem Vorläufer des Wälzfräsers. Der Vorteil dieses Verfahrens lag in der ungeheuren Produktivität. Obwohl die Herstellung solcher Werkzeuge nicht einfach war, überzeugten die kurzen Bearbeitungszeiten und die hohe Qualität derart hergestellter Zahnräder.
Leider lässt sich das Wälzfräsen nur auf außenverzahnte Stirnräder anwenden. Um innenverzahnte Ringe zu fertigen, ist man bis heute auf Räumen, Formfräsen oder Stoßen angewiesen. Genau hier eröffnet das Wälzschälen neue Möglichkeiten.
Als Werkzeug dient ein Zahnrad mit stirnseitigen Schneiden. Anders als beim Stoßen wird jedoch die Schneidbewegung nicht durch eine oszillierende Hubbewegung erzeugt. Vielmehr wird mit der gekreuzten Achsanordnung von Werkzeug und Werkstück eine axiale Relativgeschwindigkeit erzeugt, die die Schneidbewegung ermöglicht. Das Kreuzen der Achsen bedingt, dass der Schrägungswinkel des Werkzeugs und der Schrägungswinkel des herzustellenden Zahnrads sich um den Achskreuzwinkel unterscheiden.
Neben dieser Neigung für den Achskreuzwinkel gibt es einen Kippwinkel, dessen Neigung senkrecht zur Rotationsachse des Werkzeugs und senkrecht zur Neigung für den Achskreuzwinkel erfolgt. Mit dieser Kippung erreicht man einen Freiwinkel zwischen den Zahnflanken des Werkzeugs und den Zahnflanken des Werkstücks.
Zusätzlich benötigt man zwei lineare Verschiebungen. Denn zum einen muss der Abstand zwischen der Werkstück- und der Werkzeugachse eingestellt und zum anderen das Werkzeug entlang der Werkstückachse verfahren werden. Dieses Verfahren des Werkzeugs entlang der Werkstückachse erfordert eine der Werkzeug- oder Werkstückrotation zu überlagernde Drehung, die vom Achskreuzwinkel abhängt. Sie wird Differenzialgeschwindigkeit genannt.
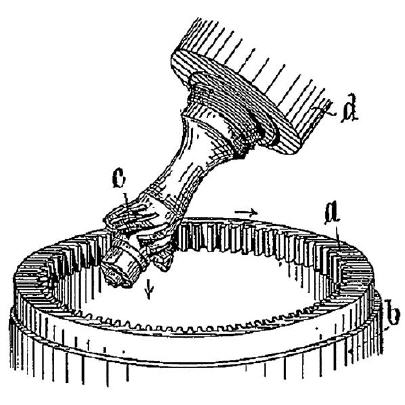
Patentskizze des Wilhelm von Pittler, 1910
Idee mit Pfiff
Entsprechend der Idee des von Pittler’schen Patents wurden in der Vergangenheit Stoßräder zum Wälzschälen verwendet. Besonders anschaulich wird dies, wenn das Werkzeug ein geradverzahntes zylindrisches Schälrad ist. Der Achskreuzwinkel muss dann genau dem Schrägungswinkel des herzustellenden Zahnrads entsprechen. Je nach Schrägungswinkel muss das Profil der Schneiden angepasst werden. Wegen der zylindrischen Kontur des Schälrades ist es zwingend erforderlich, einen geeigneten Kippwinkel einzustellen, damit sich im Prozess ein brauchbarer Freiwinkel ergibt.
Dieser Kippwinkel erfordert eine erneute Anpassung im Zahnprofil des Schälrades. Der sofort ersichtliche Vorteil solcher Werkzeuge ist das einfache Nachschärfen. Es reicht aus, nach dem Entschichten die Spanfläche nachzuschleifen und das Werkzeug erneut zu beschichten.
Der entscheidende Nachteil solcher Werkzeuge liegt in dem viel zu kleinen Freiwinkel. Je kleiner der Freiwinkel ist, desto höher ist die thermische Belastung der Schneidkante und desto geringer ist die Standlänge des Werkzeugs. Das Problem eines zu kleinen Freiwinkels lässt sich nur durch den Einsatz konischer Werkzeuge umgehen.
Der Freiwinkel ist hier in das Werkzeug integriert. Wenn der Schrägungswinkel und der Achskreuzwinkel unterschiedlich sind, erhält man stark unterschiedliche Spanwinkel für die ein- und auslaufenden Flanken der Schneiden. In solchen Fällen muss ein Treppenschliff auf den Spanflächenerfolgen. Nur so kann ein ähnlicher Spanwinkel für die ein- und auslaufenden Flanken der Schneiden erreicht werden.
Die Produktivität eines Zerspanprozesses ist im Wesentlichen durch die Spandicke und die Anzahl der Schnitte pro Zeiteinheit gegeben. Das große Potenzial des Wälzschälens zeigt sich bei der Anzahl der Schnitte pro Zeiteinheit. Die erforderliche Schnittgeschwindigkeit lässt sich durch passende Drehzahlen von Werkzeug und Werkstück sowie durch eine geeignete Wahl des Achskreuzwinkels erreichen. Für einen Trockenfräsprozessmit einem Hartmetallwerkzeug sind Schnittgeschwindigkeiten von 150 bis 250 Metern pro Minute sinnvoll.
Würden die Werkzeuge für Wälzschälen und Wälzfräsen die gleichen Spandicken bei vergleichbaren Standlängen zulassen, wäre das Wälzschälen der neue Stern am Himmel der Produktionstechnik. Natürlich stellt sich nun die Frage, warum bei diesem Potenzial das Wälzschälen ein bis heute ganz und gar erfolgloses Dasein fristet. Seit mehr als 20 Jahren gibt es auf diesem Gebiet viele Untersuchungen, die sich alle in einem Punkt einig sind: Wälzschälen ist ein Hochleistungsverfahren, dessen Erfolg sich wegen viel zu geringen Werkzeugstandlängen, Maschinenschwingungen und einer kritischen Späneabfuhr nicht einstellt.
Durch die jüngsten Fortschritte im Bereich der Direktantriebe für Werkzeugmaschinen sind äußerst präzise Kopplungen von Bewegungen, wie sie beim Wälzschälen erforderlich sind, heutzutage machbar. Moderne Maschinenkonzepte, die hinsichtlich Spänefluss, Steifigkeit, Dämpfung und geometrischer Genauigkeit optimiert sind, schaffen eine solide Grundlage.
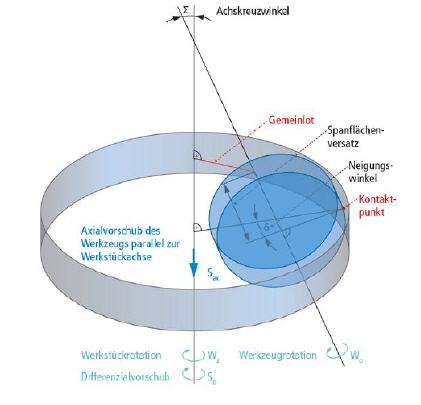
Prinzip des Wälzschälens
Technik für den Erfolg
Ein Beispiel ist die Oerlikon Spiralkegelrad-Wälzfräsmaschine C 29. Diese wurde ursprünglich für das Hochleistungstrockenfräsen von Kegelrädern entwickelt. Sie bietet ideale Eigenschaften für das Wälzschälen. Die ausgezeichnete Steifigkeit, die hochdynamischen Direktantriebe und der durch das Vertikalkonzept optimale Spänefluss sowie die passende Achsanordnung sind notwendige Voraussetzungen für den Erfolg des Wälzschälens.
Neben der Werkzeugmaschine ist das Werkzeug der entscheidende Erfolgsfaktor. Der Idealfall wäre, bei der Werkzeuggestaltung nur die Schneidkante zu berücksichtigen. Diese Werkzeugtechnologie ist für eine ganz andere Anwendung bereits vorhanden und weltweit erprobt. Die Oerlikon-Stabmessersysteme mit den Messerköpfen ›Arcon‹ und ›Spiron‹ bieten genau diese Möglichkeiten für spiralverzahnte Kegelräder.
Ein rechteckiger Hartmetallstab wird durch Schleifen mit einem Schneidenprofil versehen, anschließend beschichtet, in den Messerkopf-Grundkörper eingesetzt und dort automatisch und hochpräzise eingerichtet. Die Lösung ist also, einfach ausgedrückt, dieses Stabmessersystem auf das Wälzschälen zu übertragen.
Damit der Anwender beim Wälzschälen von der gleichen Prozesssicherheit wie beim Kegelradverzahnen profitiert, entwickelte Klingelnberg die Closed-Loop-Fertigung für die Stirnradbearbeitung durch Wälzschälen.
Alles beginnt mit der Auslegung der Verzahnung. Hier wird die Makrogeometrie des Bauteils definiert und die Flankenform nach unterschiedlichen Optimierungskriterien modifiziert. Nachdem ein Stabmesser geschliffen wurde, kann es geometrisch vermessen werden. Auch noch so kleine Abweichungen des Stabmesserprofils von der Sollform werden erfasst und in einem Korrekturalgorithmus verarbeitet.
Beim Messen der Werkstücke geht Klingelnberg einen neuen Weg. Statt des üblichen Messens von Profil und Flankenlinie als Abweichung zu einer gerad- oder schrägverzahnten evolventischen Zahnform wird hier mit einem topografischen Gitter gemessen. Wenn die Abweichung an allen Gitterpunkten nahezu null ist, stimmt das gefertigte Bauteil mit der Vorgabe durch die Verzahnungsauslegung überein.
Abweichungen werden wiederum einem Korrekturalgorithmus zugeführt, der Korrekturwerte für die Kinematik berechnet. Diese werden wie bei der Messerschleifmaschine per Netzwerk der Maschinensteuerung zugeführt, die dann automatisch das nächste Teil so fräst, dass die Abweichungen minimal werden. Alle Voraussetzungen, sowohl für Großserien-als auch für Einzelstückfertigung, sind somit erfüllt.
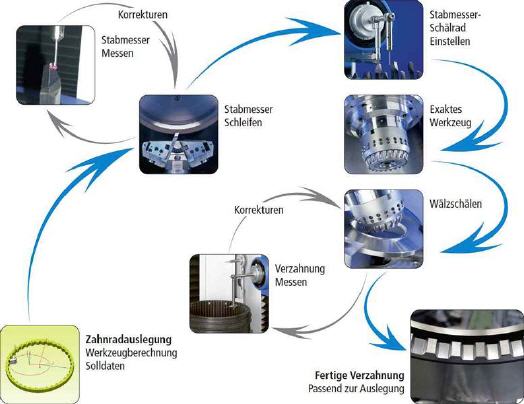
Closed-Loop-Fertigung
Mehr Informationen zur Klingelnberg GmbH:
 |
KLINGELNBERG GmbH |
|
Peterstraße 45 |
|
42499 Hückeswagen |
|
Tel.: +49-2192-81 0 |
|
Fax: +49-2192-81 200 |
|
E-Mail: info@klingelnberg.com |
|
www.klingelnberg.com |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 1 - gesamt: 7270.




































