



































Hochleistungszerspanung mit Tebis
Wirtschaftlicher geht's nicht
Tebis setzt mit seiner neuen Version 3.5 R8 völlig neue Maßstäbe: die durchgängige Hochleistungszerspanung (HPC/HSM). Das Fertigen mit deutlich erhöhtem Zerspanvolumen und höherer Schnittgeschwindigkeit ist mit Tebis vom Schruppen über das Vorschlichten und Schlichten bis zum Restmaterial problemlos möglich.
Ganz im Interesse ihrer Kunden ist es das erklärte Ziel der Tebis AG, die modernsten Prozesstechnologien in der Zerspanung zu unterstützen. So sorgte die neuartige Punkteverteilung in der V3.5 R7 für mehr Oberflächenqualität in der Hochgeschwindigkeitszerspanung (HSC). Jetzt wartet der Softwareanbieter mit einer einzigartigen Entwicklung in der Hochleistungszerspanung auf.
Durch eine komplett neue Antastgeometrie unterstützt Tebis ab der Version 3.5 R8 alle Hochleistungs- und Hochvorschubfräser mit speziellen Schneidengeometrien und verrechnet deren Konturen exakt. Bis hin zum Restmaterial werden alle Bereiche präzise berechnet und bearbeitet. Ergebnis: Mehr Produktivität durch maximales Zerspanvolumen.
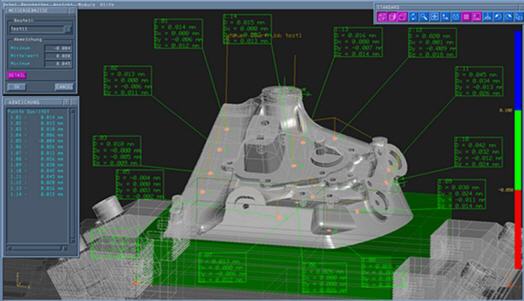
Schnell messen und Qualität sichern
Mit der Version 3.5 R8 bringt Tebis eine neu entwickelte Messfunktion auf den Markt. Messwege lassen sich in gleicher Art und Weise und mit den gleichen Automatisierungsfunktionen wie Werkzeugwege erzeugen. Direkt auf der Maschine ermittelt ein Messtaster die Qualität der gefertigten Bauteile. Abweichungen vom Soll lassen sich auf der Maschinensteuerung anzeigen und Korrekturen ohne Verzögerung vornehmen. Dank einer weiteren neuen Funktion in Tebis lässt sich das Messergebnis in Tebis einlesen, grafisch darstellen und dokumentieren. Fazit: Schneller liefern in voller Qualität.
Oberflächengüte sicherstellen
Ein weiteres Highlight der neuen Tebis Version R8 ist das Fräsen mit 3D-Radiuskorrektur zur Kompensation des Werkzeugverschleißes. Die Abweichung vom Soll wiederum lässt sich einfach mit den neuen Funktionen zum direkten Messen auf der Maschine ermitteln.
Tebis gibt den berechneten Werkzeugwegen zusätzliche Informationen mit, die die Maschinensteuerungen für die Radiuskorrektur auswerten. Weichen die realen Werkzeuge von den Daten in der Werkzeugbibliothek ab, lässt sich der Korrekturwert direkt in die Steuerung eingeben. Ein neuer NC-Job ist nicht erforderlich. Resultat: Geforderte Qualität bei verringerten Programmier- und Rüstzeiten.
Mehr Informationen zu Tebis:
 |
Tebis Technische Informationssysteme AG |
|
Einsteinstraße 39 |
|
82152 Martinsried |
|
Telefon: +49-89-81803-0 |
|
Telefax: +49-89-81803-8200 |
|
E-Mail: webmaster@tebis.com |
|
www.tebis.com |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 1 - gesamt: 2378.




































