



































Blum: Schneller Qualität produzieren
Blum-Messtaster bei Ernst+Landerer
Ernst+Landerer hat sich als langjähriger Partner der führenden Getriebehersteller bewährt. Um immer schneller und günstiger gleichbleibend präzise Qualität liefern zu können, setzt der Spezialist für Aluminium-Kokillenguss Messtaster und Tastköpfe von Blum-Novotest ein.
 |
 |
|
 |
Der größte Geschäftsbereich von Ernst+Landerer ist die erst vor einem Jahrzehnt eingeführte mechanische Fertigung. Sie umfasst 22 Bearbeitungszentren von Haas, die im Zweischicht-Betrieb aktiv sind. Dabei sind über 25 Messsysteme von Blum im Einsatz. Jedes Bearbeitungszentrum, an dem hochgenaue Teile gefertigt werden, ist mit einem Werkzeugtaster Z-Nano sowie einem Messtaster TC52 von Blum-Novotest bestückt.
„30-40 Prozent der Fertigungsteile liefern wir an Getriebehersteller – meist hochgenaue Bauteile mit Toleranzen von j6, h6 beim Spindeln von Durchmessern und 1/100 mm-Abweichungen bei Rechtwinkligkeit und Parallelität,“ erklärt Geschäftsführer Thomas Ernst. Die Rohteile werden mit geringstem Bearbeitungsaufmass gegossen. Für jedes Werkstück gibt es eine eigene Vorrichtung zum Spannen auf der Bearbeitungsmaschine. Die Anforderungen der Bauteile sind derart komplex, weshalb nahezu alle Teile in einer einzigen Aufspannung bearbeitet werden.
Je nach Größe können bis zu vier Bauteile parallel in einem Arbeitsdurchgang gefertigt werden. Jahrelang sind die Teile nach der Bearbeitung auf eine 3D-Messmaschine transferiert und vermessen worden. Der Messaufwand war nötig, aber sehr zeitaufwendig. Falls sich bei bereits fertigbearbeiteten Bauteilen eine Toleranzabweichung zeigte, konnte nur mit sehr hohem Aufwand nachbearbeitet werden. Die logische Konsequenz war deshalb, das Bauteil bereits im Bearbeitungszentrum zu vermessen.
Über 3-Punkt-Messgeräte haben die Spezialisten per Hand zum Beispiel einen bestimmten Durchmesser des jeweils zum Schluss bearbeiteten Bauteils vermessen. Wenn dieser noch innerhalb der Norm lag, mussten sich alle zuvor gespindelten Durchmesser ebenfalls innerhalb der Toleranzen befinden. Als ‚bessere’ Lösung erwies sich das prozessnahe Messen mit Systemen von Blum. Durch deren Einsatz hat sich die Verfügbarkeit der Bearbeitungszentren und der Durchsatz deutlich erhöht.
Bereits vorher wurde bei Ernst+Landerer sehr sorgfältig gemessen, sodass sich der Ausschuss insgesamt nicht wesentlich reduzierte. Allerdings war ein deutlich erhöhter Zeitaufwand nötig und der Maschinenbediener konnte in dieser Zeit keine anderen Arbeiten verrichten, schließlich war er mit messen beschäftigt.
Mit der Messtechnik von Blum-Novotest sind die Einfahrzeiten geringer und die Prozesssicherheit ist signifikant besser geworden. Im Vergleich zu anderen Metallbearbeitungsverfahren sind beim Gießen Gefügeunregelmäßigkeiten häufig, die durch Verunreinigungen beim Guss auftreten können. Keramische Teilchen im Guss zum Beispiel können am Werkzeug vorzeitigen Verschleiß bewirken. Bei Bohrungen mit Durchmessern im unteren Millimeter-Bereich kann es häufig zum Bruch des Werkzeugs kommen. Wenn während der Bearbeitung ein Werkzeug gebrochen war oder fehlerhaft arbeitete, dann konnte dies früher erst nach Beendigung des gesamten Bearbeitungszyklus per Sichtkontrolle festgestellt werden.
Seitdem der Werkzeugtaster Z-Nano eingesetzt wird, ist kein Bauteil mehr gefertigt worden, bei dem die Mitarbeiter am Ende erkennen mussten, dass ein Gewinde fehlte, weil ein Bohrer unbemerkt gebrochen war. Jedes einzelne Werkzeug wird nach der Bearbeitung des Bauteils zum Z-Nano geführt und dort sekundenschnell kontrolliert. Dadurch ist sichergestellt, dass das Werkzeug funktionsfähig ist und der entsprechende Bearbeitungsschritt auch durchgeführt wurde.
Falls der Z-Nano einen Schaden am Werkzeug erkennt, wird die Bearbeitung unterbrochen. Der Mitarbeiter wechselt das Werkzeug, dann kann das Bearbeitungsprogramm fortgesetzt werden. Ernst+Landerer setzt den Z-Nano auch zur Werkzeuglängenmessung ein. Der Vorgang geht wie die Bruchkontrolle sehr schnell, schließlich beträgt die Antastgeschwindigkeit bis zu 2 m/min bei einer Wiederholgenauigkeit von 0,2 µm.
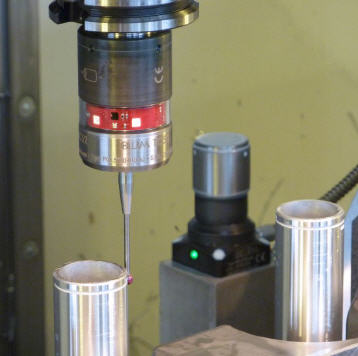
Neben dem Werkzeugtaster Z-Nano ist auch der Blum-Messtaster TC52 aus der Fertigung nicht mehr wegzudenken. In der Kokillen-Gießerei wird er zur Nullpunkterfassung, zum Nachmessen von Passungen sowie zur Positionskontrolle der Vorrichtung eingesetzt. Auch er arbeitet blitzschnell und kann mit einer Antastgeschwindigkeit von bis zu 2 m/min eingesetzt werden.
„Wir messen inzwischen alle Getriebeteile, die mit Passungen versehen sind, mit Blum-Messtastern. Es hat sich herausgestellt, dass dies schnell und zuverlässig funktioniert. Wir hatten zwar vorher schon gute, maßgenaue Teile gefertigt, allerdings mit erheblich mehr Mess- und Zeitaufwand. Und wenn es messtechnische Fragen gibt, liegt bereits am nächsten Tag eine Lösung von Blum vor,“ fasst Thomas Ernst zusammen.
Mehr Informationen zur Blum-Novotest GmbH:
 |
Blum-Novotest GmbH |
|
Kaufstraße 14 |
|
88287 Grünkraut-Gullen |
|
Tel. +49 (0)751 6008-0 |
|
Fax +49 (0)751 6008-156 |
|
E-Mail: info@blum-novotest.com |
|
www.blum-novotest.com |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 1 - gesamt: 2533.




































