



































Das Plus an Effizienz
Wirtschaftliche Komplettbearbeitung
Hochwertige Türbeschläge made in Germany – das erfordert eine optimierte Zerspanung, die qualitative und wirtschaftliche Faktoren berücksichtigt. Die WSS Wilh. Schlechtendahl & Söhne GmbH & Co. KG entschied sich für den Einsatz von Kompakt-Bearbeitungszentren von DMG Mori, die mit zusätzlichen CNC-Drehtischen von pL LEHMANN aufgerüstet sind. Damit lässt sich die Komplettbearbeitung von verschiedenen Bändern effizient auf kleinstem Raum realisieren.
Das Unternehmen Wilh. Schlechtendahl & Söhne GmbH & Co. KG in Heiligenhaus – kurz WSS – entwickelt und produziert Schlösser und Beschläge für den internationalen Stahl-, Aluminium- und Glasbau. Neben hoher Qualität und Innovationskraft ist die effiziente Fertigung ein weiterer Stützpfeiler für den wirtschaftlichen Erfolg. Für Betriebsleiter Lars Sternberg ist es daher wichtig, dass – ausgehend vom jeweiligen Bauteil – das optimale Produktionsequipment zur Verfügung steht: „Nur so können unsere gut ausgebildeten Mitarbeiter ihre Möglichkeiten entfalten und am Standort Deutschland wirtschaftlich produzieren.“
Das bedeutet aber auch, dass der Maschinenpark kontinuierlich dem Stand der Technik angepasst werden muss. So investierte WSS in den letzten drei Jahren u. a. in zwei neue Kompaktbearbeitungszentren DMG MORI Milltap 700. Dabei handelt es sich um sogenannte Tapping Center, also dreiachsige Bohr-/Fräsmaschinen, die mit einer hochdynamischen Spindel (Drehzahl bis 10.000 min–1), Eilgang 60 m/min, Achs-Beschleunigungen von 10, 10 und 18 m/s2, BT30 Werkzeugaufnahmen und einem Werkzeugwechsler mit 15 Plätzen ausgestattet sind.
„Die erste Milltap 700 haben wir 2013 bestellt“, berichtet Marcus Klett, Teamsprecher Mechanische Bearbeitung, zu dessen Mannschaft die CNC-Programmierer und Betriebsmittelkonstrukteure Monrem Orahhou, Herbert Janßen und Claudius Jainta gehören. In ihr Aufgabengebiet fällt unter anderem das Zerspanen von Beschlagteilen für Türen, der sogenannten Bänder, das auf den beiden Milltap-Maschinen stattfindet. Die kubischen Bauteile mit einer Kantenlänge von bis zu 100 mm bestehen vorwiegend aus Aluminium, aber auch aus Stahl und Edelstahl. Sie müssen gefräst, gebohrt und mit Gewinden versehen werden. Marcus Klett erklärt: „Das erfordert keine besonders hohe Leistung, dafür aber Schnelligkeit, Präzision und hohe Prozesssicherheit. Da auch unser Platzangebot eingeschränkt ist, haben wir für die Bearbeitung nach einer kompakten Lösung gesucht und mit der Milltap 700 von DMG MORI gefunden.“
Komplettbearbeitung auf kleinstem Raum
Nun handelt es sich bei den Türbeschlägen um keine einfachen Drei-Achs-Teile, sondern um durchaus komplexe Geometrien, für deren Komplettbearbeitung ein oder zwei weitere Achsen erforderlich sind. Für das Team um Marcus Klett ist es wichtig, dass „wir nicht jedes Teil zwei-, dreimal in die Hand nehmen müssen, sondern in einer Spannung möglichst viele Operationen durchführen können.“ Um das zu bewerkstelligen, rüsten sie schon seit Jahren manche Bearbeitungszentren mit zusätzlichen Drehtischen aus.
Bevorzugter Hersteller ist die Firma pL LEHMANN aus dem Schweizer Ort Bärau, die bereits 1995 eine erste Achse nach Heiligenhaus geliefert hat. Auch hier ist sich das WSS-Bearbeitungsteam einig: „Mit den Lehmann-Achsen haben wir bisher nur gute Erfahrungen gemacht. Sie sind zuverlässig wie das sprichwörtliche Schweizer Uhrwerk, außerdem schnell, kompakt gebaut und verfügen über hohe Haltekräfte. Ideal für uns – so dass wir bei den Milltap-Maschinen nicht lange überlegen mussten.“
WSS ließ die erste Milltap 700 mit einer zusätzlichen Lehmann-Achse vom Typ EA510.L mit rotoFIX ausstatten. Sie verfügt über ein geklemmtes Gegenlager und eine lange Brücke, auf der bis zu zwölf Teile zur dreiseitigen Bearbeitung parallel gespannt werden können. Eine äußerst effiziente Lösung, zumal sie den 700 mm langen X-Verfahrweg des Tapping Centers komplett ausnutzt.
Doch nicht alle Bauteile lassen sich auf dieser Maschine in einer Spannung fertigstellen. Für die komplexeren Elemente der Türbänder ist eine fünfachsige Bearbeitung erforderlich, weshalb WSS die zweite, 2015 bestellte Milltap 700 durch den zweiachsigen pL LEHMANN CNC-Drehtisch T3-507510.LR fix ergänzen ließ.
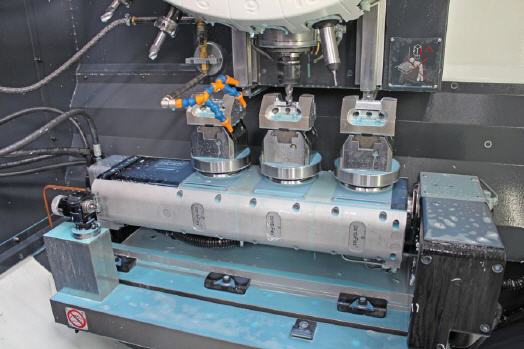
An drei Spindeln fünfachsig bearbeiten
Das Besondere an diesem Schwenktisch, der ebenfalls mit geklemmtem Gegenlager ausgestattet ist, sind seine drei Werkstückspindeln. Sie erlauben es, drei unterschiedliche Bauteile gleichzeitig aufzuspannen und fünfachsig zu bearbeiten. Die Spindelzahl orientierte sich an der Größe der zu bearbeitenden Bauteile, wie Marcus Klett erläutert: „Für die Fünfseitenbearbeitung muss ein gewisser Abstand vorhanden sein. Die gewählte Lösung mit drei Spindeln ist für uns zudem optimal, da wir damit Bauteilfamilien spannen können, die aus zwei Rahmenbänder und einem Flügelband bestehen.“ Der T3-507510.LR fix ermöglicht kurze Werkzeuglängen und ebenso kurz gespannte Werkstücke. Das bewirkt eine schwingungsarme Aufspannung und Bearbeitung in hoher Präzision und erfüllt damit die hohen Anforderungen von WSS.
Da DMG MORI die pL LEHMANN-Produkte als Option ab Katalog anbietet, wurden Maschine und Drehtisch auch komplett vorinstalliert geliefert. Für die Spannvorrichtung wandte sich WSS an die IVO Oesterle NC-CNC Technik Vertriebs GmbH, die seit über 20 Jahren für den Schweizer Drehtischanbieter pL LEHMANN als Vertriebspartner in Deutschland tätig ist. Geschäftsführer Markus Oesterle erklärt: „WSS kam mit dem Wunsch auf uns zu, die drei Spindeln mit einem Nullpunktspannsystem auszustatten – was wir nach einer exakten Auslegung auch gerne getan haben.“
Er weist aber auch darauf hin, dass die pL LEHMANN NC-Drehtische von Haus aus an der Spindelnase entweder einen zylindrischen Zentrierrand oder einen Kurzkegel haben. Damit kann das Werkstück ganz nah an der Spindelnase platziert werden, was für eine hohe Steifigkeit sorgt. Zudem bietet IVO Oesterle eine Vielzahl von Spannmöglichkeiten an – in mechanischer, pneumatischer oder hydraulischer Form mit entsprechenden Spannzylindern, Drehdurchführungen etc. – die mit den CNC-Drehtischen kombiniert werden können.
Applikationsspezifisch optimieren
„Im Sinne einer optimierten Zerspanung ist es wichtig, dass der Anwender, der Maschinenhersteller und wir eng zusammenarbeiten“, argumentiert Markus Oesterle. „Wir steuern gerne unser Know-how bei, wenn es um die Auswahl der Drehtische und Spannmittel geht.“ Auch für weiterführendes Applikationsengineering stehen er und seine Mitarbeiter zur Verfügung. „Für einen optimierten Prozess muss beachtet werden, ob Alu oder Edelstahl zerspant wird, ob eine 6er-Bohrung oder eine 38er zu erzeugen ist, und ob diese zentrisch oder exzentrisch liegt.“ Da die Lehmann-Drehtische modular aufgebaut sind, lässt sich für jeden Einsatzfall der passende finden, der unter anderem die erforderlichen Haltemomente zur Verfügung stellt.
IVO Oesterle ist außerdem in der Lage, mittels PLC und Parametrisierung gewisse Abläufe zu optimieren und beispielsweise die Anfahr- und Abbremsrampen steiler oder flacher einzustellen. Auch für Automatisierungslösungen steht das Unternehmenparat. Markus Oesterle hat stets die Perspektiven seiner Kunden im Blick: „Die bei WSS installierten Milltap / Lehmann- Lösungen sind automatisierungsfähig. Ein Roboter könnte die Bestückung übernehmen, und mit einer zusätzlichen Spannung ließe sich auch die Rückseitenbearbeitung automatisiert erledigen.“
Zuverlässig und hoch produktiv
Doch das ist noch Zukunftsmusik. Zunächst sind Marcus Klett und sein Team vom Status Quo ihrer beiden Milltap-Maschinen mit pL LEHMANN-Drehtisch begeistert. Die Schnelligkeit und Präzision durch die vier- bzw. fünfachsige Komplettbearbeitung haben die Produktivität gegenüber früheren Lösungen deutlich gesteigert. Der Teamsprecher ergänzt: „Dazu kommen die exakte Fixierung durch das Nullpunkt-Spannsystem sowie die damit verbundenen Wiederholgenauigkeiten und kurzen Rüstzeiten – das sind Vorteile, die wir auch bei weiteren Investitionen nutzen wollen.“
Ein Detail hebt der Teamsprecher noch hervor: „Die hydraulische Drehdurchführung zu den drei Spannnestern des T3-507510.LR fix ist sehr gut gelöst. Die Spannung funktioniert tadellos, und bis jetzt ist auch noch keinerlei Undichtigkeit aufgetreten.“ Sollte sie auch nicht; schließlich sind die Drehtische grundsätzlich wartungsfrei, wie Markus Oesterle erwähnt, dessen Unternehmen auch die
pL LEHMANN Service-Dienstleistungen übernimmt: „Trotzdem suchen wir stets den direkten Kontakt zu den Endverbrauchern, um die konkrete Produktionssituation zu erfahren und möglichen Schwierigkeiten vorzubeugen, die zum Beispiel bei der Zerspanung besonders abrasiver Werkstoffe entstehen können.“
IVO Oesterle zählt zu den sogenannten VARs von pL LEHMANN. Diese weltweit installierten Value Added Reseller haben die Aufgabe, sowohl neue Produkte als auch Ersatzteilpakete auf Lager zu haben und über ausgebildete Servicetechniker zu verfügen, die schnell und zu marktgerechten Kosten auf Kundenwünsche reagieren können. „Wir sind auch in der Lage, Instandhaltungsmitarbeiter unserer Kunden zu schulen, damit der Kunde selbst kleinere Reparaturen ausführen oder sich übers Telefon zielgerichtet Hilfe holen kann“, sagt Markus Oesterle. „Schließlich wollen wir und pL LEHMANN, dass der Kunde langfristig mit unseren Lösungen erfolgreich ist.“
Mehr Informationen zur Peter Lehmann AG:
 |
Peter Lehmann AG |
|
Bäraustrasse 43 |
|
CH-3552 Bärau |
|
Tel.: +41 (0)34 409 66 66 |
|
Fax: +41 (0)34 409 66 00 |
|
E-Mail: pls@plehmann.com |
|
www.lehmann-rotary-tables.com |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 2 - gesamt: 2283.




































