



































Prüfung im Fünf-Sekunden-Takt
Umspritzte Stahlbuchsen analysieren
Vertrauen in die moderne Fertigungstechnik ist gut, eine umfassende Kontrolle erspart im Zweifelsfall viel Ärger. Deshalb wurde MartinMechanic mit dem Bau einer Prüfanlage beauftragt, die auf einem Rundschalttisch die Ummantelung von Stahlbuchsen analysiert und beschriftet.
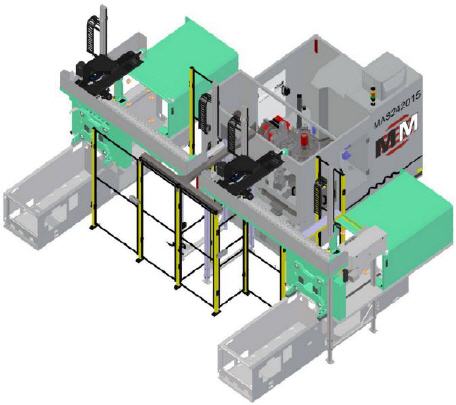
Produziert werden Gleitlager für die Industrie. Dafür werden die Stahlbuchsen umspritzt. Hierzu legt der Werker zunächst die Rohteile in die bereit gestellten Magazine ein. Zwei Omron-Roboter, die dank ihrer Präzision auch bei hoher Arbeitsgeschwindigkeit als besonders zuverlässig gelten, entnehmen die Buchsen aus dem Magazinschacht. Sie führen sie zum Pendeltisch der Prüfanlage MAS242015. Die Multiliftsysteme der Spritzgießmaschine legen die Rohteile mit ihrem schwenkbaren Greifer ins Werkzeug der Spritzgießmaschine ein, wo sie mit Kunststoff umspritzt werden.
Nach Fertigstellung entnehmen diese die Fertigteile auch wieder aus der Spritzgießmaschine. Die Produktionsanlage ist sogar in der Lage, bis zu sechs unterschiedliche Teilevarianten ohne Umrüstzeiten zu bearbeiten. Der Multiliftgreifer bringt die umspritzten Teile zum Pendeltisch zurück. Ab jetzt geschieht der Austausch von Roh- und Fertigteilen im ständigen Wechsel.
Nach der Aufnahme der fertigen Teile auf dem Rundtisch beginnt die eigentliche Arbeit der Prüfanlage von MartinMechanic, die ihrerseits zwei unterschiedliche Ausführungen zeitgleich begutachten und auch beschriften kann. Auch deren Werkstückaufnahmen sind so ausgestaltet, dass bis zu sechs Varianten der ummantelten Stahlbuchsen rüstfrei aufgenommen werden können. Die acht Stationen durchlaufen die zu prüfenden Teile in einer Zykluszeit von fünf Sekunden.
An der ersten Station wird das Bauteil je nach Ausführung zunächst gewendet und einer trennenden Finishoperation unterzogen. Die Stärke der Kunststoff-Ummantelung wird an der zweiten Station gemessen. Dazu vergleicht die Steuerung Ist- und Sollwert des Kunststoffauftrags. Ein Faserlaser versieht das fertige Bauteil an der dritten Station in einem geschlossenen Bereich mit dem DataMatrix-Code (DMC). Dazu zählen die Seriennummer, die Chargennummer und das Produktionsdatum. Mögliche Verunreinigungen werden über eine Absauganlage entfernt, die seitlich des Lasers angebracht wurde.
Ein Scanner liest den DMC-Code nochmal aus, um zu testen, ob das Schriftbild klar erkennbar ist. Alle Bauteile, die nicht gegengelesen werden können oder deren Messung negativ ausfällt, werden bereits an der fünften Station aussortiert. Die doppelachsige Handling-Einheit wirft den Ausschuss über dem dazugehörigen Teileschacht ab. Die Buchsen, die das System als in Ordnung erkennt, wandern zur sechsten Station weiter und von dort auf ein Förderband. Die Stationen 7 und 8 des Rundschalttisches dienen im Wechsel der Neuaufnahme von fertig umspritzten Bauteilen.
Entwicklung, Konstruktion, Montage und Inbetriebnahme der neuen Prüfanlage dauerten nicht mal ein dreiviertel Jahr. Mit 12 Quadratmeter Grundfläche arbeitet die MAS242015 im Übrigen sehr platzsparend.
Mehr Informationen zu MartinMechanic:
 |
MartinMechanic Friedrich Martin GmbH & Co KG |
|
Heinrich-Hertz-Straße 2 |
|
72202 Nagold |
|
Tel.: +49 (0)7452-84660 |
|
Fax: +49 (0)7452-8466566 |
|
E-Mail: info@MartinMechanic.com |
|
www.MartinMechanic.com |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 1 - gesamt: 1810.




































