



































Flexible Fünf-Achs-Lösung
Mit zweiachsigem CNC-Drehtisch punkten
Wer als Lohnfertiger erfolgreich sein will, braucht – neben erfahrenen Mitarbeitenden – das passende Equipment. Denn wechselnde Aufträge und Auslastung erfordern hohe Flexibilität. Die Schweizer Rihs GmbH entschied sich deshalb, in ein QUASER-BAZ MV-204P mit einem Zweiachsen-Drehtisch T1-510520.RR varioX1 von pL LEHMANN zu investieren. Diese Kombination ermöglicht es, ein großes Bauteilespektrum effizient und präzise zu bearbeiten.
 |
 |
|
 |
||
 |
 |
|
Die Rihs GmbH in Büren an der Aare ist ein Familienbetrieb mit insgesamt neun Mitarbeitern. 2001 von Beat Rihs gegründet, wird das Unternehmen inzwischen von den Söhnen Christian und Simon Rihs – beide gelernte Mechaniker mit diversen Zusatzqualifikationen – geführt. Bei beiden spürt man die Freude an ihrem Beruf und der gemeinsamen Arbeit. Simon Rihs erklärt: „Wir teilen uns viele Aufgaben, tauschen uns aber intensiv aus, so dass einer den anderen jederzeit vertreten kann.“ Als wesentlichen Vorteil ihres Unternehmens sehen sie die Firmenstruktur mit ihren kurzen Wegen. „Das heißt, die Kunden sprechen direkt mit uns“, ergänzt Christian Rihs: „Wir können sie hinsichtlich der optimalen Bearbeitung beraten und gewährleisten eine termingerechte Lieferung der Teile – wenn gewünscht auch oberflächenveredelt und einbaufertig.“
Ein besonders wichtiger Faktor für den Geschäftserfolg ist die Flexibilität. Dafür sind zum einen erfahrene und leistungsbereite Mitarbeitende notwendig und zum anderen ein Maschinenpark, der auf häufig wechselnde Aufträge zugeschnitten ist. Nur so kann Rihs auch besonders dringende „Feuerwehr“-Aufträge erledigen, die wichtige Pluspunkte beim Kunden einbringen.
Fokus auf komplexe Teile
Die Aufträge stammen zumeist von Stammkunden aus verschiedenen Branchen wie die Uhrenindustrie, Elektronik und Elektrotechnik sowie dem allgemeinen Maschinenbau. „Unser Angebot ist natürlich von der Bauteilgröße her eingeschränkt“, bemerkt Simon Rihs. „Wir sind in erster Linie auf die kubische Bearbeitung von Teilen ausgerichtet, deren Größe im Bereich 550 x 550 x 80 mm liegt. Allerdings können wir auch etwas größere Werkstücke bearbeiten, etwa Schienen und Platten, deren Länge maximal 1500 mm betragen darf.“ Die meisten Teile, nahezu 80 Prozent, sind aus Aluminium, der Rest aus Stahl und Kunststoffen. „Unser Fokus liegt klar auf der Fräsbearbeitung komplexer Bauteile“, betont Christian Rihs.
Die erwähnte Komplexität der Teile hat verschiedene Gesichter. Einmal ist der Werkstoff besonders anspruchsvoll, ein anderes Mal sind es die Form- und Lagetoleranzen, die besonderes spann- und fertigungstechnisches Know-how erfordern. Hohe Genauigkeit spielt unter anderem bei Gehäusekomponenten für Messgeräte eine große Rolle, die später bei Uhrenproduzenten eingesetzt werden. Simon Rihs weist darauf hin, dass auch die saubere Verarbeitung in dieser Branche von großer Bedeutung ist: „Zudem wünschen solche Kunden komplett einbaufertige Komponenten, inklusive Oberflächenbehandlung, Druck oder Lasergravur. Mit diversen Partnern sind wir in der Lage, alle diesbezüglichen Wünsche zu erfüllen.“
Mit 3+2-achsigem Bearbeitungszentrum
zu höherer Produktivität
Für die vorher notwendige Zerspanung sorgen in der Produktionshalle zehn CNC-Bearbeitungszentren – vor allem drei- und vierachsige vertikale Fräsmaschinen sowie eine horizontale Maschine mit B-Achse. Zudem verfügt Rihs seit gut einem Jahr auch über ein fünfachsiges BAZ, eine eigentlich dreiachsige Quaser MV-204P, die mit zusätzlicher vierter und fünfter Drehachse von pL LEHMANN aufgerüstet wurde.
Christian Rihs argumentiert: „Bei vielen unserer Bauteile bringt die Fünfachsigkeit entscheidende Vorteile.“ Er meint damit weniger die Fünf-Achs-Simultanbearbeitung, die mit der Quaser/Lehmann-Kombination durchaus möglich ist. Vielmehr ist es die Fünf-Seiten-Bearbeitung, die sich in der Fertigungszeit und Bearbeitungsgenauigkeit positiv bemerkbar macht. „Gerade bei kleinen und mittelgroßen, komplexen Bauteilen ist die Fünf-Seiten-Bearbeitung äußerst wirtschaftlich. Wir können meist auf eine zweite oder dritte Spannung verzichten, woraus höhere Genauigkeit und geringeres Fehlerrisiko resultieren. Außerdem vergeuden wir keine Zeit fürs mehrmalige Aus- und Einspannen. So sind wir im Endeffekt wirtschaftlicher und können dementsprechend günstiger anbieten.“
Dass keine reine Fünfachsmaschine gekauft wurde, sondern eine Dreiachsmaschine und mit zweiachsigem Aufbau, war ebenfalls wohlüberlegt. Simon Rihs erklärt: „Diese Konstellation bringt eine große Flexibilität mit sich, da der Bearbeitungstisch neben dem zweiachsigen CNC-Drehtisch noch Platz für weitere Spannmittel lässt. Zudem war unsere Lösung kostengünstiger.“
Drehtisch-Lösung verleiht Fünf-Achs-Fähigkeiten
Bei der Wahl der Maschine blieb die Rihs GmbH der Marke treu, mit der sie schon bisher gute Erfahrungen gemacht hat: Quaser. Der taiwanesische Werkzeugmaschinenhersteller – in der Schweiz über die Rima AG in Widnau vertrieben – gehört mit über 5.000 Kunden zu den weltweit führenden Herstellern von Bearbeitungszentren für Einzel- und Kleinteilbearbeitung bis hin zu Maschinen für die Mittel- und Großserienproduktion. Hohe Qualität und Produktivität zeichnen die Maschinen aus, wie die Rihs GmbH aus Erfahrung bestätigt. Immerhin kaufte das Unternehmen in den letzten acht Jahren bereits sieben Quaser-Zentren beim Maschinenhändler Rima, der gleichermaßen für guten und schnellen Service gelobt wird.
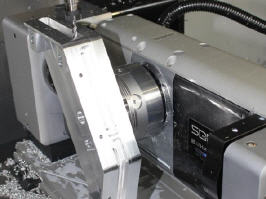
Um die Fünfachsigkeit zu erreichen, empfahl Rima, das Quaser-BAZ MV-204P mit einem Lehmann-Drehtisch aufzurüsten. Nach einem Vorort-Termin bei pL LEHMANN in Bärau und intensiver Beratung fiel die Entscheidung zugunsten eines Zweiachsen-Drehtisches vom Typ T1-510520.RR varioX1, der folgende technische Daten aufweist: Spitzenhöhe 270 mm, Gewicht 136 kg, max. Spindellast 133 kg (0°…-30°) und 89 kg (-30°…-90°), max. Klemmmoment 4. Achse 800 Nm und 5. Achse 2600 Nm, Axialkraft 4. Achse 20 kN, Massenträgheitsmoment 4. Achse 0,2 kgm2 (bei Standardlast mit Katalog-Antriebsdaten) und 2 kgm2 (max. Last mit reduzierten Antriebsdaten).
Das praxistaugliche Design der Serie 500 – weitgehend ohne störende Kanten und Ecken – sagten Christian und Simon Rihs auf Anhieb zu: „Man sieht dem Lehmann-Drehtisch seine Qualität an. Auch der kompakte Aufbau, die Stabilität und Leistungsstärke haben uns überzeugt und – um es vorwegzunehmen – noch nie enttäuscht.“
Gekauft wurde schließlich CNC-Drehtisch und Maschine komplett über die Rima AG. Bei der Quaser MV-204P handelt es sich um ein vertikales Fräszentrum, das von einer Fanuc-CNC 31i-B gesteuert wird. Um das Optimum an Dynamik und Präzision aus der Maschine zu holen, ließ Rihs die Fanuc-CNC zusätzliche mit dem Achstuning-Paket High-Precision Contour Control (HPCC) ausstatten. Der aus einem Stück gegossene Maschinengrundkörper garantiert die benötigte Stabilität, und die qualitativ hochwertigen, großzügig dimensionierten Linearführungen sorgen für eine sehr hohe Genauigkeit.
Zwei Aufspannungen auf einem Tisch
Die 30 kW-Hauptspindel erreicht eine maximale Drehzahl von 15.000 min-1. Die Verfahrwege betragen 1270 / 700 / 610 mm in X-, Y- und Z-Achse. Für die Rihs GmbH wurde der Lehmann-Drehtisch quer auf den 1.400x700 mm großen Maschinentisch montiert. Das hat mehrere Vorteile: Durch die seitliche Schwenkbewegung hat der Bediener immer freie Sicht auf die Bearbeitungssituation. Außerdem bleibt noch Platz von etwa 600 x 400 mm auf dem Tisch frei, der sich zum Aufspannen von zwei bis drei zusätzlichen Schraubstöcken nutzen lässt. So kann Rihs die Maschine je nach Bedarf fünfachsig oder über den Schraubstock dreiachsig einsetzen, um die sechste Seite oder andere Bauteile zu bearbeiten. Um größere Teile zu fräsen, ließe sich der Lehmann-Tisch sogar abnehmen.
Einen zusätzlichen Vorteil verschaffte sich Rihs dadurch, dass der Lehmann-Drehtisch mit einem Nullpunktsystem von Schunk ergänzt wurde. „Gerade weil wir ein breites Spektrum verschiedener Teile bearbeiten müssen – unsere Losgrößen liegen zwischen 1 und 1000 Stück – kommt uns das Palettenspannsystem sehr entgegen“, argumentiert Christian Rihs. „Die Rüstzeiten fallen um einiges geringer aus, wenn wir die Paletten hauptzeitparallel rüsten können. Außerdem bietet sich das System für eine spätere Roboter-Automation an, die wir für Nachtschichten ins Auge gefasst haben.“
Sein Bruder Simon ergänzt: „Langfristig gesehen, wird das nicht die einzige Fünf-Achs- Maschine bleiben – sofern die Aufträge nicht ausbleiben. Die Tendenz geht ganz klar zu mehrachsiger Bearbeitung, und die Variante ‚drei Achsen plus zwei‘ ist für unser Teilespektrum zweifellos die optimale.“
Mehr Informationen zur Peter Lehmann AG:
 |
Peter Lehmann AG |
|
Bäraustrasse 43 |
|
CH-3552 Bärau |
|
Tel.: +41 (0)34 409 66 66 |
|
Fax: +41 (0)34 409 66 00 |
|
E-Mail: pls@plehmann.com |
|
www.lehmann-rotary-tables.com |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 1 - gesamt: 2889.




































