



































Trotz engem Zeitplan pünktlich geliefert
Fünf Roboter machen´s möglich
Wenn fünf Roboter auf engstem Raum gleichzeitig in einer Spritzgussanlage ihren Dienst leisten, dann müssen die einzelnen Arbeitsschritte sehr exakt aufeinander abgestimmt sein. In sage und schreibe fünf Monaten Entwicklungs- und Bauzeit hat MartinMechanic ein solches Projekt für die Elektronikindustrie realisiert. Mit der MAK 242025 werden Buchsenleisten unterschiedlicher Größen produziert.
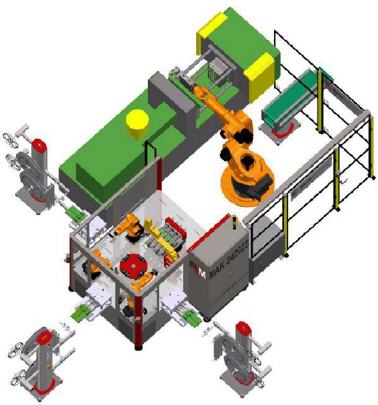
Haspeln führen das Bandmaterial von der Rolle der Automationszelle zu. Je nach Bedarf werden drei Einheiten mit je sechs kleinen, mittleren oder großen Buchsen ausgestanzt. Beim siebten Hub werden alle gleichzeitig gebogen.
Der Kuka-Roboter KR 6 R700 sixx entnimmt immer alle sechs gebogenen Buchsen aus dem Stanzwerkzeug und legt sie im ersten von vier Nestern des Rundschalttisches der Anlage ab. Das geschieht dreimal in Folge, bis die Nester jeweils mit 18 Buchsen belegt sind. Dafür dreht sich der Rundschalttisch bei jeder Taktung um 90 Grad weiter. Mit seiner Hilfe kann jeder Roboter unabhängig für sich arbeiten, wodurch die sehr kurze Zykluszeit von 40 Sekunden erreicht wird. Für die Arbeitsgänge auf dem Rundschalttisch wurde bewusst ein Sechs-Achs-Roboter gewählt, der die Buchsen bereits in passgenauer Werkzeuglage einsetzt.
Denn der nachfolgende Scara-Roboter vom Typ Omron Yamaha, der 18 Teile gleichzeitig aufnimmt, um sie in die Werkzeug-Kassette für die Spritzgussmaschine einzulegen, kann nicht wenden. Dafür arbeitet er jedoch mit einer Genauigkeit von zwei hundertstel Millimeter. Hat er diesen Arbeitsschritt dreimal ausgeführt, ist die Kassette mit 54 Teilen bestückt.
Es sei denn, die Kamera an der Übergabestation würde signalisieren, dass die Kassette ausnahmsweise nicht ausreichend befüllt ist. Sollte die Werkzeugkassette die Prüfung auf Vollständigkeit nicht bestanden haben, entnimmt der Scara-Roboter die restlichen Kontakte und legt sie in der Schlechtteile-Kassette ab.
Noch in der Übergabestation werden die Werkzeugkassetten und ihr Inhalt auf 120 Grad erhitzt. Ein fünfter Roboter vom Typ Kuka KR30-2 greift sich mit seinem Vierfach-Greifer den kompletten Kassettensatz und legt ihn in die Spritzgussmaschine ein. Bei einer zulässigen Traglast von 30 Kilogramm ist dieser ebenfalls in der Lage, vier fertig umspritzte Buchsenleisten auf einmal zu greifen und auf dem Auftrageband abzulegen. Anschließend stellt er die leeren Werkzeugkassetten wieder in der Übergabestation ab, wo sie erneut befüllt werden. Das Endprodukt ist eine 27-polige Buchsenleiste, mit der unterschiedliche Spannungsleitungen verbunden werden können.
Das Gehirn der 54 Quadratmeter großen Fertigungsanlage ist eine SPS-Steuerung vom Typ S1500, zu der auch ein fest angeordnetes Touchpaneel gehört. Von Anfang waren sich die Ingenieure sicher, dass trotz der knappen Zeitvorgabe des Kunden die Realisierung der Anlage rechtzeitig klappen würde. „Allerdings muss man ehrlicherweise auch sagen, dass wir das Projekt in dem engen Zeitkorsett nur deshalb realisieren konnten, weil unser Team über eine mehr als 40-jährige Erfahrung im Sondermaschinenbau verfügt“, fügt Firmenchef Claus Martin hinzu.
Mehr Informationen zur Friedrich Martin GmbH:
 |
Friedrich Martin GmbH & Co KG |
|
Hauptstrasse. 25 |
|
72202 Nagold |
|
Tel.: +49(0) 74 52-84 66-0 |
|
Fax: +49(0) 74 52-84 66-5 66 |
|
E-Mail: info@MartinMechanic.com |
|
www.martinmechanic.com |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 1 - gesamt: 2345.




































