



































Dr. Tretter: Montageaufwand deutlich verringern
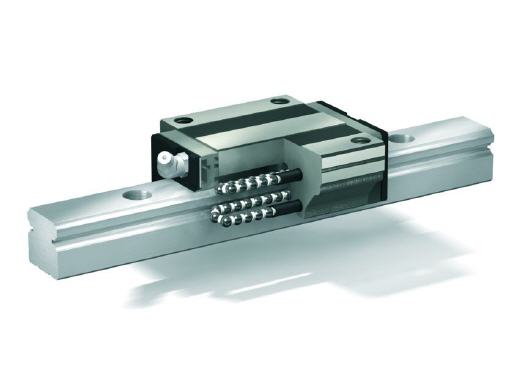
Profilschienenführungen von Dr. TRETTER
Profilschienenführungen sind kompakte, steife und äußerst tragfähige Längsführungen. Weil sie dazu noch sehr präzise und leichtgängig sind, eignen sie sich besonders für die Handhabungstechnik sowie im Vorrichtungsbau. Die Dr. Erich TRETTER GmbH + Co. in Rechberghausen bei Göppingen liefert diese Systeme nicht nur mit gotischem Laufbahnprofil, sondern auch mit einem Kreisbogenprofil.
Profilschienenführungen eignen sich für alle Arten von Linearbewegungen, bei denen höhere Geschwindigkeiten und Beschleunigungen gefordert sind. Als Wälzkörper dienen Kugeln oder Rollen, die bei diesem System zwischen Führungsschiene und Führungswagen auf gehärteten Bahnen laufen. Sie werden geführt, umgelenkt und durch den Rücklauf in die Laufbahn zurückgeführt. Dieser Umlauf ermöglicht eine Führung mit unbegrenztem Hub.
Führungswagen und -schienen sind in Genauigkeitsklassen eingeteilt. Diese fassen die Höhen- und die Seitengenauigkeit, die Parallelität sowie das Laufverhalten einer Führung zusammen. Der Konstrukteur kann somit für jede Aufgabenstellung die passende Lösung wählen. Weil das Führungssystem eine geringe Bauhöhe aufweist, wird sie auch Kompaktführung genannt. Wegen den geringen Anschaffungs-, Betriebs- und Wartungskosten ist es zudem sehr wirtschaftlich. Im Folgenden sollen die vierreihigen Kugelumlaufführungen näher beschrieben werden.
Laufrillenanordnung
Belastbar sind die Systeme in radialer, gegenradialer und tangentialer Richtung. Damit laufen sie auch unter hoher Belastung sehr leicht und präzise. Sie unterscheiden sich unter anderem in der Anordnung der Laufrillen. Sind diese unter 4 x 45 Grad angeordnet, lassen sie sich in jeder Richtung auf Druck, Zug und Seitenkraft gleich belasten. Das heißt, die Einbaulage ist nicht relevant. Es sind aber auch auf Druck optimierte Führungen erhältlich, bei denen die beiden oberen Laufrillen unter 90 Grad zur Horizontalen stehen.
Je nach Anforderung gibt es dazwischen noch weitere Anordnungen. Ein anderer Unterscheidungspunkt ist der Verlauf der Kraft-Wirk-Linien durch die Berührungspunkte. Hier steht eine X- oder O-Anordnung der Laufbahnen zur Auswahl. Profilschienenführungen in O-Anordnung weisen analog zur Wälzlagertechnik eine deutlich höhere Steifigkeit und größere Momentbelastbarkeit auf. Profilschienenführungen in X-Anordnung sind weniger steif wegen des kürzeren Hebelarms. Dadurch lassen sich Schiefstellungen wie Geometrie- und Maßfehler in der Umgebungskonstruktion sowie Montagefehler in Mehrachssystemen besser aufnehmen.
Laufrillengeometrie
Laufrillen können in ihrer Geometrie unterschieden werden. Die Kreisbogenlaufrille schmiegt sich eng an die Kugel an, das heißt der Radius der Laufrille ist nur geringfügig größer als der der Kugel. Das wird auch Zweipunktkontakt genannt, weil die Kugel sowohl die Laufrille der Schiene als auch die Laufrille des Wagens je einmal berührt. Die andere Variante ist die sogenannte gotische Laufrille. Diese setzt sich aus zwei Kreisbogenrillen mit unterschiedlichen Mittelpunkten zusammen. Dadurch entsteht quasi ein gotisches Spitzbogenprofil. Dieses schmiegt sich ebenfalls an die Kugel an, allerdings nicht so eng wie die Kreisbogenlaufrille. Weil die Kugel zweimal die Laufrille der Schiene und zweimal die Laufrille des Wagens berührt, nennt man das auch Vierpunktkontakt.
Bei Kugeln handelt es sich um deformierbare Körper. Wird die Kugel belastet, bildet sich eine Pressungsellipse aus. An dieser herrschen unterschiedliche Geschwindigkeiten. Weil jedoch nur mit einer Geschwindigkeit abgewälzt werden kann und die Relativgeschwindigkeiten Reibung erzeugen, wirkt sich das auf das Laufverhalten aus. Aufgrund der geringeren Schmiegung und der Lage der Kugelrollachse entsteht beim Vierpunktkontakt so eine größere Geschwindigkeitsdifferenz und damit mehr Reibung als beim Zweipunktkontakt.
Insbesondere bei Mehrschienenanordnungen sollte der Konstrukteur deshalb nicht nur auf die Tragzahlangaben des jeweiligen Herstellers achten, sondern auch auf die zulässigen Einbautoleranzen – vor allem bei vorgespannten Führungen. Werden diese überschritten, wird die Führung schwergängig, bei größeren Fehlern verringert sich die Lebensdauer.
Aus diesen Erkenntnissen lassen sich Anwendungsempfehlungen ableiten. Benötigt der Konstrukteur beispielsweise eine Lösung mit höchster Steifigkeit und Genauigkeit, eignen sich Rollen als Wälzkörper, weil diese steifer sind als Kugeln. Dazu ist die Rollenumlaufführung in O-Anordnung die erste Wahl. Sie erfordert allerdings auch höchste Bearbeitungsgenauigkeit des Einbauraums sowie einen erhöhten Ausrichte- und Montageaufwand.
Ist dagegen eine leichtgängige Bewegung zwischen zwei Punkten gefordert und sollen gleichzeitig Kosten für die Bearbeitung der Flächen und bei der Montage eingespart werden, eignen sich Kugelumlaufführungen mit Zweipunktkontakt und X-Anordnung am besten. Denn sie lassen auch große Fehler bei Mehrschienensystemen im Einbauraum zu. Sind andere Anforderungen gestellt, kann der Konstrukteur auch auf Führungen zum Beispiel mit Gotiklaufrille und X- oder Zweipunktkontakt mit O-Anordnung zugreifen.
Laufverhalten
Geht es nicht nur darum, von A nach B zu kommen, sondern auch wie, ist bei der Schienenführung das Laufverhalten zu berücksichtigen. Dabei sind im Prinzip drei Einflüsse anzuführen. Systembedingt übernehmen die Wälzkörper phasenweise eine tragende Funktion. Dadurch kommt es zu Kraftänderungen und damit zu nachweisbaren Schwingungen. In der Praxis sind diese jedoch meist von untergeordneter Bedeutung.
Fertigungsqualität und Fertigungs-Know-how sind weitere Herstellerabhängige Einflussgrößen für das Laufverhalten. Fertigungs-Know-how bezeichnet die Gestaltung der Einführzone des Wälzkörpers in den Lastbereich, die Entlastungszone, oder auch die Übergänge in die Umlenkung und in den Rückführkanal. Hochwertige Führungen sind dabei in der Regel etwas teurer. Der Anwender muss sich entscheiden, welche Anforderung die Führung erfüllen muss.
Ein weiterer Einflussfaktor ist das sogenannte Hakeln, das durch Störungen im Kugelumlauf hervorgerufen wird. Dabei laufen die Kugeln nicht wie auf einer Schnur aufgereiht um, sondern legen sich beliebig an die Wandung der Umlenkung und der Rückführzone an. Die Kugeln können verkeilen. Ein Hersteller versucht das Problem zu lösen, indem er bei der Standardführung die Rückführung direkt an die Umlenkung anspritzt und den Spalt zwischen Kugel und Wandung minimal ausführt. Das Laufverhalten kann gegenüber gängigen Vollkugel-Ausführungen verbessert werden, stellt aber keinen sicheren Schutz gegen das Hakeln dar.
Besser sind Führungen, die Kunststoffdistanzstücke zwischen den Kugeln verwenden oder eine sogenannte Kugelkette einsetzen. Mit diesen Lösungen wird ein Hakeln weitestgehend vermieden. Diese Ausführungen sind in der Regel jedoch kostspieliger als vergleichbare vollkugelige Varianten.
Weniger Montageaufwand in der Praxis
Die C-Schienenführung von Dr. TRETTER ist mit einem Kunststoffröhrchen ausgestattet, das die Rückführzone auskleidet. Dieses Röhrchen ist zusammen mit der Umlenkzone in einem Stück gefertigt. Damit werden die Kugeln in der Umlenkung genau geführt und haben in der Rückführzone keinen metallischen Kontakt mit dem Wagen. Dies führt zu einer deutlich geringeren Geräuschemission und ergibt ein fühlbar besseres Laufverhalten.
Durch den Zweipunktkontakt unter X-Anordnung unter 45 Grad spielt die Einbaulage spielt keine Rolle, damit ist sie ideal zur Bevorratung geeignet. Außerdem kann sie Fehler am besten ausgleichen. Mit dieser Linearführung können Maschinenbauer die Arbeitsschritte verringern, die sie für den Aufbau von Maschinen und Anlagen aufwenden. Zusätzlich senken sie die Arbeitskosten, da für Montage und Ausrichtung weniger gelernte Fachkräfte nötigt sind.
Wird eine hohe Laufgenauigkeit nicht unbedingt gefordert, können die Linearführungen direkt auf die grob bearbeitete Fläche, oder sogar auf handelsübliche Aluminiumprofile montiert werden. Dort, wo normalerweise ein Planschliff erforderlich ist, reicht einfaches Fräsen, manchmal ist sogar gar keine Zusatzbearbeitung erforderlich. Somit sparen die Maschinenbauer Arbeitsschritte und Kosten.
Darauf setzte auch die Heermann Maschinenbau GmbH (HEMA) aus Frickenhausen in der Nähe von Stuttgart. Das Unternehmen entwickelt Bandsägen und Schneidsysteme für nahezu alle Werkstoffe und Anwendungen, wobei das Produktspektrum des Sondermaschinenherstellers von manuellen Anlagen bis zu verketteten Sägelinien und CNC-gesteuerten Maschinen reicht. Unterschiedliche Materialien, außergewöhnliche Dimensionen und hohe Anforderungen an Schnittleistung und Qualität erfordern eine hohe Flexibilität und ständig neue Lösungsansätze.
Zum Einsatz kommen die Profilschienenführungen von Dr. TRETTER auch in einer Profilschneidanlage für die Bewegungen der Schneideinheit. Hier wird PU-Schaum, der einseitig selbstklebend und mit Folie kaschiert ist, in unterschiedlichen Dicken als Rollenware in entsprechende Teilstücke aufgetrennt. Das Besondere an dieser Anlage ist die kompakte Bauweise, die staubfreie Materialtrennung mit einem umlaufenden Bandmesser und der automatische Arbeitsablauf, den der Anwender über verschiedene Parameter leicht variieren kann.
Mit der Lösung von Dr. TRETTER konnte HEMA die Durchlaufzeit von der Auftragserteilung bis zur Maschinenauslieferung deutlich verkürzen und kommt damit dem Wunsch der Anwender entgegen, eine Schneidanlage nach zwölf bis 16 Wochen im Einsatz zu haben.
Mehr Informationen zur Dr. Tretter GmbH+Co.:
 |
Dr. Erich TRETTER GmbH + Co. |
|
Am Desenbach 10 + 12 |
|
73098 Rechberghausen |
|
Telefon: +49 7161 95334-0 |
|
Telefax: +49 7161 51096 |
|
E-Mail: info@tretter.de |
|
www.tretter.de |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 1 - gesamt: 3884.






































