



































Gewinde-Hartbearbeitung mit höchster Präzision
Wirtschaftliche Bearbeitung gehärteter Stähle
Hartbearbeitung, also die Bearbeitung von gehärteten und vergüteten Stählen von 44 HRc bis 65 HRc, stellt außergewöhnliche Anforderungen an die eingesetzten Werkzeuge. Besonders die Herstellung von Innengewinden ist hierbei kritisch, da diese meist am Ende des Fertigungsprozesses steht und bereits eine erhebliche Investition an Bearbeitungszeit sowie Werkzeug- und Materialkosten getätigt wurde. Trotz dieser augenscheinlichen Schwierigkeiten ist die Hartbearbeitung auf dem Vormarsch. Gründe dafür lassen sich in Verbindung mit einem zunehmenden globalen Wettbewerbsdruck bringen. Schnellere Durchlaufzeiten sowie höhere Präzision und Qualität der Werkstücke sind hierbei die entscheidenden Vorteile der Hartbearbeitung.
Gewindebohren ist die am häufigsten angewandte Methode zur Herstellung von Innengewinden. Die hohe mechanische Belastung beim Hartgewindebohren erfordert spezielle Schneidengeometrien und geeignetes Grundmaterial. Wirtschaftlich sinnvoll lassen sich mit pulvermetallurgisch hergestelltem HSSE noch gehärtete Stähle bis zu 55 HRc bearbeiten, darüber hinaus kommt Hartmetall als Schneidstoff zum Einsatz. Reime Noris bietet hierzu ein umfangreiches Programm an Hochleistungswerkzeugen.
Hohe Prozesssicherheit beim Gewindefräsen
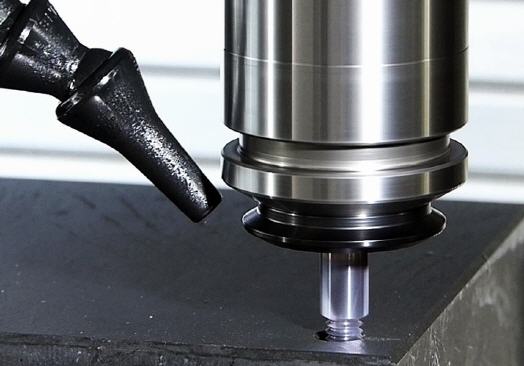
Gewindefräsen wird in der Hartbearbeitung immer öfter eingesetzt. Ein wichtiger Grund hierfür ist die absolute Prozesssicherheit bei der Gewindeherstellung. Im Gegensatz zum Gewindebohren bewegt sich das Werkzeug immer frei im Werkstück. Bei einem Werkzeugbruch gibt es daher in der Regel keine Beschädigungen am Werkstück und kostspielige Nacharbeiten oder gar Ausschuss-Produktion entfallen.
Auch bei sehr kleinen Gewindedurchmesser < 5 mm und großen Abmessung stehen dem Anwender von Reime Noris sehr leistungsfähige Werkzeuge zur Verfügung, wodurch die Hartbearbeitung von Innengewinden bis 66 HRc möglich wird.
Sogar Komplettbearbeitungen von Innengewinden (Kernloch, Gewinde und Schutzsenkung) sind durch spezialisierte Werkzeuge wie etwa dem neuen VHM-Gewindefräser NORIS ZTF HT von Reime Noris möglich. Diese Werkzeuge erlauben nicht nur eine hohe Sicherheit, sondern gewährleisten auch eine wirtschaftliche Bearbeitung.
Daher wird heute das Gewindefräsen bei Werkstücken mit Fertighärte in den verschiedensten Industriezweigen immer häufiger erfolgreich eingesetzt.
Vorteile des Gewindefräsens in der Hartbearbeitung
- Universell: Durchgangs- und Sacklochgewinde, LH und RH Gewinde, unterschiedliche Durchmesser und Toleranzen können oft mit einem Werkzeug gefertigt werden. (Typabhängig)
- Hohe Fertigungsqualität: Exakte Positionierung, absolute Maßhaltigkeit und sehr gute Gewindeoberflächen.
- Ohne Gewindeauslauf: Gewinde bis nahe an den Bohrungsgrund möglich
- Hohe Bearbeitungssicherheit: Einfache Bearbeitung schwieriger Materialien. Unterbrochener Schnitt bedeutet kurze Späne.
- Hohe Prozesssicherheit: Werkzeugbruch verursacht keinen Ausschuss oder kostspielige Nacharbeiten
- Maschinenschonend: Kein Umkehren der Spindel notwendig
- Effizient: Nur ein Werkzeug für Kernloch, Gewinde und Senkung.
Interessante Beispiele
Bei einem Unternehmen des Fahrzeugbaus wurde mit einem Gewindebohrer NORIS STABIL HR HSSPS TIN das Material Hardox 450 (maschinell gehärteter unlegierter Stahl, 47 HRc) für die Bearbeitung einer Kipper-Ladewand eingesetzt.
Abmessung: M16-6H;
Lochform: Durchgangsloch 32 mm tief
Schmierung: Emulsion
Standmenge : 70 Gewinde
Ein weiteres interessantes Beispiel aus dem Maschinenbau ist die Bearbeitung des Materials 1.4125 (rostfreier martensitischer Stahl, gehärtet 58 HRc) für Rollenführungsleisten. Zum Einsatz kam ein VHM-Gewindefräser NORIS SF R10 K20 TICN.
Abmessung: M8-6H
Lochform: Durchgangsloch 10 mm tief
Schmierung: trocken
Standmenge: 43 Gewinde
Auch in der Uhrenindustrie wird das Gewindefräsen erfolgreich eingesetzt. Im Beispiel wurde das Material 1.4122 (rostfreier martensitischer Stahl, gehärtet 62 HRc) eines Uhrengehäuses mit einem VHM-Gewindefräser NORIS EIR HR K30 OSM bearbeitet.
Abmessung: M2,5-4H
Lochform: Sackloch 5 mm tief
Schmierung: trocken
Standmenge: 25 Gewinde
Zusammenfassung
Die Bearbeitung von Werkstücken mit hoher Fertighärte hat in den letzten Jahren nicht nur in der Volumenzerspanung und Konturerzeugung an Bedeutung gewonnen. Die aufgeführten Beispiele zeigen, dass auch bei der Gewindebearbeitung durch innovative Werkzeugtechnologien eine wirtschaftliche Gewindefertigung möglich ist.
Leistungsfähige Werkzeuge von REIME NORIS stehen dem Anwender ab Lager zur Verfügung. Natürlich kann im Einzelfall, durch angepasste Sonderwerkzeuge, die Wirtschaftlichkeit sogar noch gesteigert werden.
Das Hart-Gewindebohren ist auch in Zukunft eine wichtige Bearbeitungsart, jedoch wird das Hart-Gewindefräsen aufgrund seiner Vorzüge immer häufiger zum Einsatz kommen.
Mehr Informationen zur Ernst Reime Vertriebs GmbH:
 |
Ernst Reime Vertriebs GmbH |
|
Gugelhammerweg 11 |
|
90537 Feucht |
|
Tel.: +49 9128 / 91 16 - 0 |
|
Fax: +49 9128 / 91 16 - 10 |
|
E-Mail: noris@noris-reime.de |
|
www.noris-reime.de |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 1 - gesamt: 3266.






































