



































Unverwüstlicher Holzernter macht den Stich
Schweißen für den König
Neun Jahre nach der Anschaffung der ersten Schweißstromquelle von Fronius, umfasst der Maschinenpark von Ponsse bereits 79 Geräte des Schweißtechnikspezialisten. Einen wesentlichen Anteil daran hat die aktuellste Schweißstromquellengeneration TPS/i, mit der es dem renommierten finnischen Hersteller von Heavy-Duty-Forstmaschinen gelungen ist, die Qualität der Schweißnähte weiter zu erhöhen, die Produktivität zu verbessern und die Kosten zu senken.

Zielstrebig und unaufhaltsam schiebt sich der ScorpionKing auf seine Beute zu und lässt sich auch von Gräben oder steilem Gelände nicht aufhalten. Dann schlägt er zu, zerteilt seinen Fang und legt ihn für den späteren Abtransport sorgfältig ab. Bereits wenige Sekunden später ist von dem, was er gerade noch in seinen Klauen hatte, kaum noch etwas übrig. Die als wertlos erachteten Überreste lässt der ScorpionKing am Boden zurück, während er sich ohne Zögern dem nächsten Ziel zuwendet.
Diese Szene spielt sich tagtäglich hundertfach in den Wäldern rund um den Globus ab. Doch es ist kein exotisches Ungeheuer, das sich da durchs Unterholz schiebt. Es ist eine der weltweit modernsten Holzerntemaschinen zur Kurzholzaufarbeitung (CTL, Cut to Length). Ihren Namen ScorpionKing trägt sie dabei zu recht: Mit den acht Rädern und drei gegeneinander verdrehbaren Rahmensegmenten sowie dem auf einer Gabelsäule ruhenden, über die Kabine hinweg greifenden Kranausleger erinnert die Maschine an einen überdimensionalen Skorpion.
Doch geht es Ponsse Plc bei dieser Architektur weniger um ein beeindruckendes Aussehen des Produkts, sondern um handfeste Vorteile für den Maschinenbetreiber: Anders als bei Baggern oder anderen Harvestern befindet sich die Kransäule in der Arbeitsposition dank der innovativen Konstruktion nicht vor der Kabine. Da sie zudem auf dem gleichen Drehkranz wie die Kabine montiert ist, hat der Maschinist stets freie Sicht auf das Harvester-Aggregat mit der Sägeeinheit zum Abschneiden, Entasten und Ablängen der Bäume. Das erleichtert dem Fahrer die Arbeit spürbar und führt zu höherer Erntequalität – erntereife Bäume können leichter identifiziert, unnötige Maschinenbewegungen vermieden und verbleibende Bäume geschont werden.

Trotz seiner filigran anmutenden Bauweise steckt der bis zu 11 Meter lange Kranausleger mit entsprechender Hebelwirkung die im Betrieb auftretenden hohen mechanischen Belastungen beim Verarbeiten der mehrere Tonnen schweren Bäume problemlos weg. „Der neuralgische Punkt eines Harvesters ist immer der Ausleger. Wenn etwas bricht, dann dort„, erklärt Heikki Selkälä, Production Development Manager von Ponsse. Entsprechend sorgfältig haben die Ingenieure des finnischen Traditionsunternehmens den als C50 bezeichneten Parallelkran entworfen und ausgiebig getestet, um den mit langlebigen, zuverlässigen und effizienten Maschinen über die Jahre aufgebauten Ruf eines Premiumherstellers auch nicht im Geringsten zu gefährden.
Kurze Nähte mit vielen Schweißstarts
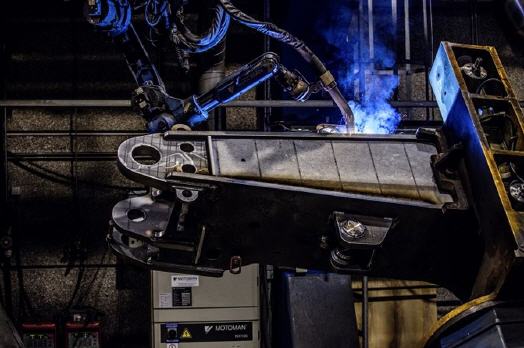
Daher gibt Ponsse die Fertigung des C50 auch nicht in fremde Hände und fertigt den Kran wie alle anderen besonders beanspruchten Teile bzw. Kernkomponenten der Forstmaschinen aus höherfestem Stahl mit einer Streckgrenze von 500 MPa. Ohne Schweißen geht dabei gar nichts. Bis ein Fahrzeugrahmen fertig ist, müssen die derzeit 100 Schweißer des Unternehmens – unterstützt von neun Roboterzellen – bis zu 100 Nähte mit einer Gesamtlänge von etwa 300 Metern schweißen. Da immer in der optimalen Lage (PA, PB) geschweißt werden soll, müssen die Werkstücke mit einem Manipulator oft gedreht werden, sodass die Schweißer oft neu ansetzen müssen und so der Anteil der kurzen Nähte hoch ist.
Auch beim Fügen des C50 fallen umfangreiche Schweißarbeiten an, die Roboter und Mensch Hand in Hand erledigen: Das Anschweißen der Gabelsäule aus Gussstahl an den Kranausleger übernimmt zum Beispiel ein Roboter. Da es sich bei dem Ausleger um eine kritische Komponente handelt, wird danach jede Schweißnaht mit Ultraschall überprüft.
In der Vergangenheit deckten diese Ultraschallprüfungen immer wieder Defekte an den manuell geschweißten Nähten auf, die von Bindefehlern beim Schweißstart herrührten. Ein großes Ärgernis und ein großer Kostenfaktor, da gerade auch an den Rahmen viele, manuell geschweißte kurze Nähte mit entsprechend vielen Schweißstarts erforderlich sind. Jeder Defekt bedeutet hier, dass die betroffene Stelle ausgeschliffen, nachgeschweißt und erneut geprüft werden muss.
„Zuverlässigkeit und Qualität unserer Maschinen sind für unsere Kunden vorrangig„, stellt Heikki Selkälä klar. „Wir können und wollen daher in der Produktion und insbesondere auch beim Schweißen kein Risiko eingehen und setzen deshalb nur die beste Fertigungstechnik ein.„
Kari Lehtomaa, der als Geschäftsführer des finnischen Fronius Repräsentanten Pronius Oy engen Kontakt mit den Kunden vor Ort hält und deren Wünsche und Probleme entsprechend gut kennt, war daher sehr optimistisch, mit der neuen TPS/i bei Ponsse punkten zu können. Schließlich gehört ein besonders zuverlässiger Schweißstart zu den herausragenden Eigenschaften der Schweißstromquelle der aktuellsten Gerätegeneration.
Die TPS/i räumt mit Problemen auf
Und tatsächlich nahm die innovative TPS/i das Team um Heikki Selkälä in kürzester Zeit von sich ein, wie der Produktionsentwicklungsleiter begeistert berichtet: „Unser vorrangiges Ziel, die Nahtqualität beim manuellen Schweißen weiter zu verbessern, haben wir mit dem Wechsel zur TPS 500i erreicht. Es hat sich dabei schnell gezeigt: Die neue Generation ist wirklich eine Klasse für sich!„
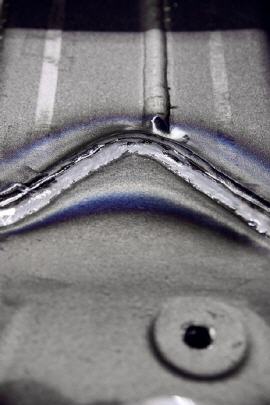
Doch nicht nur in allen Schweißphasen einschließlich des Schweißstarts ist der Einbrand jetzt zuverlässig tief. Auch bei der Nahtoptik hat der Forstmaschinenhersteller durch den Einsatz der TPS/i in Verbindung mit der Kennlinie PMC (Pulse Multi Control) deutliche Verbesserungen erzielt.

Als weitere Folge der minimalen Spritzerneigung und des sicheren Einbrands konnte Ponsse den Zeitaufwand für die Nacharbeit um satte 20 Prozent reduzieren. Und das ohne zusätzliche Maßnahmen und ohne Schulung durch Fronius, wie der Schweißfachingenieur zurückblickt: „Das System ist so einfach zu handhaben, das wir keine nennenswerte Unterstützung bei der Einführung der TPS/i gebraucht haben.„
Gerade auch das große Touch-Display der TPS/i schätzen die Schweißer bei Ponsse. Es erleichtert die Bedienung mit seiner ergonomisch gestalteten Oberfläche mit Volltextanzeige deutlich, lässt sich mit dem Handschuh problemlos bedienen und unterstützt Finnisch als Bediensprache.
Die Zahl der angeschafften Maschinen zeigt, welchen Wert Ponsse den neuen Geräten beimisst: Stolze 63 Maschinen aus der TPS/i-Serie hat das Unternehmen innerhalb eines halben Jahres für manuelle und robotergestützte Schweißaufgaben gekauft und in Betrieb genommen. Fronius ist so bei dem Fortmaschinenhersteller zum bevorzugten Lösungslieferanten für Schweißtechnik aufgestiegen.
Eine Dekade gemeinsamer Erfolg
Damit setzt die TPS/i die gemeinsame Erfolgsgeschichte von Fronius und Ponsse nahtlos fort, die nun schon seit 2007 währt. Zu dieser Zeit schaffte der Forstmaschinenhersteller das erste Gerät aus Österreich an, eine Schweißstromquelle aus der Serie TPS 9000, die seitdem zur vollsten Zufriedenheit von Heikki Selkälä ihre Arbeit in einer Roboterzelle für das Schweißen von Frontrahmen verrichtet. Ihr folgten schon bald weitere Geräte. Darunter ein Tandemsystem TimeTwin für das robotergestützte Schweißen schwerster Teile mit Blechstärken von über 30 mm, wie etwa den Heckrahmenkomponenten für den Bear, dem größten Harvester von Ponsse.
„Mit dem vor dem TimeTwin-System eingesetzten Einzeldrahtverfahren hat das Schweißen eines Werkstücks sieben Stunden gedauert, jetzt sind es weniger als drei!„, freut sich Heikki Selkälä über das Hochleistungsschweißsystem, das ihn ebenfalls von der ersten Stunde an überzeugt hat.

Nachdem auch noch ein Gerät für das Handschweißen aus der TransSteel-Serie dazu kam, gingen die Verantwortlichen bei Ponsse als Handlungsgrundlage für weitere Investitionsentscheidungen daran, detaillierte Zahlen über die Zuverlässigkeit der Fronius-Geräte und die Kosten für das Verbrauchsmaterial zu sammeln und zu analysieren. Die Zahlen waren durchweg sehr erfreulich.
Geräteausfälle sind die absolute Seltenheit und bei den Gasdüsen beispielsweise sank der Verbrauch gegenüber den Vorgängermaschinen aus der Produktion eines anderen bekannten Herstellers um fast 100 Prozent. Mindestens genauso positiv die Entwicklung bei den Kontaktrohren: Während die Schweißer bei Ponsse vor dem Wechsel zu Fronius-Geräten die Kontaktrohre als Folge der Zündprobleme bis zu 30 Mal am Tag ersetzen mussten, halten diese jetzt eine Woche und mehr.
Datenbasis für Prozessoptimierung
Zukünftig will Ponsse noch tiefere Einblicke in den Status der Schweißsysteme und Schweißprozesse erhalten und dazu die von den Schweißstromquellen gesammelten Staus- und Schweißnahtinformationen nutzen, um die Schweißprozesse zeitnah zu überwachen, zu analysieren und zu dokumentieren. Mit Hilfe einer zentralen Servereinheit (WeldCube) ist es in naher Zukunft darüber hinaus möglich, die anfallenden Daten mehrerer Schweißstromquellen unternehmensübergreifend zusammenzuführen und zu verwalten.
„Solche Neuerungen sind es, die uns voranbringen. Wir sehen nicht nur in Punkto Innovationsfreude viele Übereinstimmungen in der Firmenkultur von Fronius und Ponsse, sondern auch bei der absoluten Kundenorientierung, der Qualität der Produkte und dem Willen, ständig ganz vorne mit dabei zu sein„, schließt Heikki Selkälä.
Mehr Informationen zur FRONIUS Deutschland GMBH:
 |
FRONIUS Deutschland GMBH |
|
Fronius Straße 1 |
|
36119 Neuhof-Dorfborn |
|
Tel: +49/6655/91694-0 |
|
Fax: +49/6655/91694-30 |
|
E-Mail: sales.germany@fronius.com |
|
www.fronius.de |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 1 - gesamt: 2260.











































