



































Kritische Werkstoffe effizient bearbeiten
Herausforderungen wirtschaftlich lösen
Das Werkzeugbau- und Lohnfertigungs-Unternehmen Becker + Michels GmbH löst mit der umfassenden Systemlösungskompetenz und dem IQ-Fräswerkzeug-Programm von ISCAR zerspanungstechnische Herausforderungen besonders wirtschaftlich.
Vom kleinen Lohnfertiger zum gefragten Spezialisten für Gesenk- und Schmiedewerkzeuge sowie für die Fertigung anspruchsvoller Maschinenbauteile aus schwer zerspanbaren Werkstoffen – die Geschichte der heute knapp 30 Jahre jungen Becker + Michels GmbH aus Trierweiler könnte für einen Nischen-Anbieter nicht typischer sein. Gestartet im Jahr 1986 als Allround-Lohnfertiger, hat sich daraus im Laufe der Jahre ein mittelständischer Fertigungsbetrieb mit aktuell 35 Mitarbeitern entwickelt. Das Wort „Allround“ beschreibt vor allem das breite Leistungsspektrum und Werkzeugmaschinen für die Bearbeitung von Werkstücken in Dimensionen ab 4 mm und bis zum Großteil mit 12 Tonnen Gewicht.
Drehen, Fräsen, Schleifen, Erodieren und weitere komplementäre Technologien und Verfahren sowie die Zusammenarbeit mit kompetenten Dienstleistern sorgen dafür, dass das Motto „Alles aus einer Hand“ buchstäblich gelebt wird. Das ist nicht zuletzt auch an einem großen und treuen Kundenstamm abzulesen. Dieser betraut Becker + Michels ebenfalls mit Aufgaben, die weit über die alltägliche Teilefertigung hinausgehen. Schließlich hat das Unternehmen in all den Jahren einen Kompetenz- und Knowhow-Pool zur Bearbeitung eben dieser anspruchsvollen Bauteile aus kritischen Werkstoffen angesammelt.
Da dies zum einen leistungsfähige Maschinen und zum anderen universelle bis passgenaue Zerspanungswerkzeuge erfordert, arbeitet Becker + Michels schon seit vielen Jahren mit den Spezialisten der ISCAR Germany GmbH zusammen. „Mit ISCAR sind wir klassisch gestartet, nämlich mit Stech-/Abstech-werkzeugen, denen später Fräs- und Bohrwerkzeuge folgten. Grundsätzlich setzen wir die Lösungen ein, die uns weiterhelfen und sind demnach nicht auf einen oder wenige Werkzeughersteller fixiert. Doch mit ISCAR arbeiten wir enger zusammen. Mit ihrem breiten Werkzeugprogramm und durch die kompetente Beratung und Anwendungstechnik können sie überzeugende Antworten auf viele drängende Fragen geben“, erklärt Markus Steffen, Abteilungsleiter Fräsen bei Becker + Michels.
Keine Kompromisse - Werkzeugseitig wird eingesetzt, was nutzt
Den nachdrücklichen Beweis dazu führt er sogleich an, nämlich anhand eines kritischen, mehrachsig zu bearbeitenden Bauteils aus dem Bereich Chemieanlagen. Das Bauteil besteht aus dem Werkstoff 1.4539 und muss aus Gründen der Festigkeit sowie der eng tolerierten Genauigkeit aus dem Vollen gefertigt werden. Dabei ergaben sich mit den Bearbeitungsvorgaben des Kunden und der Fräswerkzeuglösung eines Wettbewerbers immer wieder Standzeit- und Wirtschaftlichkeits-Probleme. Markus Steffen und seine Kollegen machten sich deshalb auf die Suche nach Alternativen und fragten auch bei ISCAR an.
Fündig wurden sie unter anderem anlässlich eines Fräs-Seminars in Ettlingen, bei dem auch neue ISCAR-IQ-Fräswerkzeugfamilien wie beispielsweise HELIDO 600 Upfeed Line, HELIDO 690 Line und die modularen MultiMaster-Werkzeuge sowohl in der Theorie als auch bei Demonstrationen zur Vorstellung kamen. In der Folge kümmerte sich Hans-Georg Derr, Anwendungstechnik und Beratung bei ISCAR, um die herausfordernde Aufgabenstellung bei Becker + Michels. Sie präsentierten schließlich eine Systemlösung zur mehrstufigen 5-Seiten-Komplettbearbeitung in einer Aufspannung.
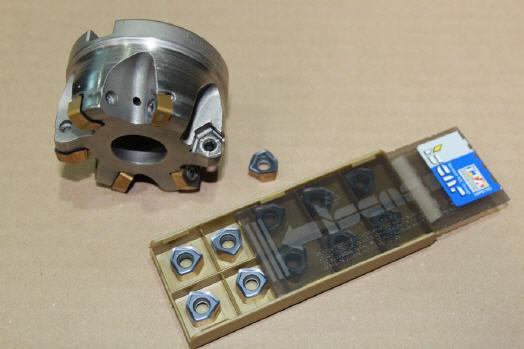
„Nach Bedarfsanalyse und Machbarkeitsprüfung kamen wir zur vierstufigen Vorgehensweise, die auf dem Einsatz von vier verschiedenen Fräswerkzeugen basiert und per Zirkularfräsen sogar Drehoperationen erübrigt“, erklärt Derr. „Zu den Vor-/ Schrupp- und Schlicht-Bearbeitungen an der Außen- wie teilweise auch an der Innenkontur setzten wir auf die Fräswerkzeuge der HELIDO 690 Linie mit trigonförmigen, sechsschneidigen Wendeschneidplatten mit Kantenlänge 10 mm sowie die Hochvorschubfräser HELIDO 600 Upfeed mit sechsschneidigen Wendeschneidplatten mit Kantenlänge 7 mm. Für die Kavitäten- und zur weiteren Innenbearbeitung kommen zwei modulare Fräswerkzeuge der MultiMaster-Familie zum Einsatz. Diese eignen sich durch die Verwendung von Vollhartmetall-Schäften und der damit verbundenen Stabilität sehr gut für lange auskragende Werkzeuge.“
Alles aus einer Hand: Analyse, Frässtrategie, Werkzeuge, Anwendungs-Support
Ergänzend dazu führt Hans-Georg Derr aus: „Beim Werkstoff 1.4539 des Bauteils handelt es sich um einen austenitischen Stahl mit hohem Cr- und Ni-Anteil. Die Schnittwerte, die aus den Vorgaben des Kunden hervorgingen und so auch vom Werkzeug-Wettbewerber übernommen wurden, lagen spürbar über den Werten, die eine gute Balance zwischen der Schnittgeschwindigkeit und den Standzeiten darstellen. Zudem wurde die Zeitersparnis durch die zunächst hohe Zerspanungsleistung wegen des Wechselns der Schneidplatten in der Maschine wieder weitgehend neutralisiert.
Mit der neuen Frässtrategie sowie moderaten Schnittwerten und der Wahl mehrschneidiger Wendeschneidplatten, zum Beispiel unserer sechsschneidigen Trigon-Platten anstatt der zweischneidigen A-Platten des Wettbewerbers, konnten wir eine gute Performance bei gleichzeitig entscheidend höheren Standzeiten und deutlich reduzierten Werkzeugkosten erzielen.“ Trotz aller Spezialisierung und der dafür benötigten unterschiedlichsten Werkzeuge legt Becker + Michels durchaus Wert auf eine mehrfache bis universelle Verwendung der Werkzeuge. In diesem Zusammenhang stellt das modulare Werkzeugsystem MultiMaster ein ideales Instrument dar. Mit ihm können auf der Basis von Grundschäften und Wechselköpfen zum einen strikt auf die Bearbeitungsanforderungen ausgerichtete individuelle Werkzeuge aufgebaut und andererseits bei reduzierten Kosten eine große Anwendungs-, Umrüst- und Nutzungs-Flexibilität sichergestellt werden.
Zusammenfassung
„Beim Fräsen mit dem Fräser HELIDO H690 ist bei gleicher Bearbeitungszeit die Standzeit jetzt wesentlich höher als vorher“, betont ein mit den ISCAR-Leistungen sichtlich zufriedener Markus Steffen. „Außerdem sparen wir durch den Wechsel von zwei auf jetzt sechs Schneiden einige Kosten.“ Dasselbe gelte für das Fräsen mit dem Werkzeug H600 Upfeed mit den sechsschneidigen Schneidplatten. Ein voller Erfolg sind auch die modularen MultiMaster-Werkzeuge: „Hier konnten wir die Schnittwerte stark erhöhen und damit allein bei diesem Arbeitsgang die Bearbeitungszeit um satte 45 Minuten verringern“, freut sich Steffen. „Außerdem haben wir hier noch ein weiteres ISCAR-Fräswerkzeug im Einsatz: einen DropMill-Fräser für die übergangslose Endbearbeitung an den Radien und Flächen der Innenkonturen.“
Dies ist deshalb sehr wichtig, da die Bauteile im Bereich kritischer Medien zum Einsatz kommen und zuvor keimfrei gespült werden müssen. Um die geforderte Oberflächengüte sicherzustellen, bearbeitet Becker + Michels die Bauteile nun nass anstatt, wie früher, trocken. „Dies kommt uns dabei natürlich auch hinsichtlich des schonenderen Werkzeugeinsatzes zugute.“
Mehr Informationen zur ISCAR Germany GmbH:
 |
ISCAR Germany GmbH |
|
Eisenstockstraße 14 |
|
76275 Ettlingen |
|
Tel.: 07243 9908-0 |
|
Fax: 07243 9908-93 |
|
E-Mail: werkzeuge@iscar.de |
|
www.iscar.de |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 1 - gesamt: 2351.











































