



































Stabile Situation
Aerzener Maschinenfabrik setzt auf Komet
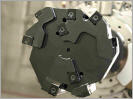
Tangentiale Wendeschneidplatten von KOMET sind extrem stabil und in Fräs- sowie Bohrwerkzeugen sehr universell einsetzbar. Sie sind die Schwerarbeiter unter den Wendeschneidplatten, die bei geeigneten Maschinenkapazitäten höchste Produktivität ermöglichen. Im modernen Produktionscenter der Aerzener Maschinenfabrik, dem derzeit wohl modernsten in der Branche, sparen tangentiale Wendeschneidplatten Semischlichtarbeitsgänge. Außerdem werden sie in Stufenwerkzeugen eingesetzt, die weitere einzelne Bohrprozesse sparen, weil sie das Bearbeiten mehrerer Durchmesser in einem Schritt erledigen.



Die Aerzener Maschinenfabrik GmbH zählt weltweit zu den führenden Anbietern für kundenorientierte Lösungen auf dem Gebiet Luft- und Gasförderungsanlagen. Neben Schraubenverdichtern oder Drehkolbengaszählern gehören zweiwellige Drehkolbenmaschinen zu den bekanntesten Produkten des Unternehmens. In der Bauart Roots beispielsweise, werden diese schon seit 1868 gefertigt. Sie finden heute als hochentwickelte Serienprodukte, konzeptionell abgestimmt in vielfältigen Einsatzgebieten, Verwendung. Alle Produkte entstehen, von der Anlieferung des Rohmaterials bis zur Endmontage der Gebläse und Verdichter inklusive Verpackung, komplett im eigenen Haus. Entsprechend umfangreich ist die spanende Bearbeitung der Bauteile, die auch die 11.000 m2 Produktionsfläche im jüngst neu geschaffenen Produktionscenter dominiert. Mit dem unter den gegebenen Umständen in der Branche als modernstes seiner Art geltende Produktionscenter, haben die Aerzener eine Verdoppelung der Stückzahlen ermöglicht. Maßgeblichen Anteil haben daran innovative Fertigungskonzepte, wie etwa der Einsatz der extrem stabilen Stufenwerkzeuge mit Tangential-Wendeschneidplatten der KOMET GROUP.
„Aus der gewachsenen Vielfältigkeit und Varianz der Produkte heraus, hatten wir in der Vergangenheit eher begrenzt die Möglichkeit, mehrstufige Werkzeuge einzusetzen“, erzählt Andreas Weiher, Leiter der Werkzeugbereitstellung/NC-Programmierung bei Aerzen. Das neue Produktionscenter bot allerdings eine „Startsituation“, wie er es nennt, um die bisher praktizierten Bearbeitungskonzepte zu überdenken und konzeptionell zu verbessern. Seine Ziele waren, durch den verstärkten Einsatz von mehrstufigen Sonderwerkzeugen die Werkzeugvielfalt zu reduzieren, die häufigen und zeitraubenden Werkzeugwechsel einzusparen und gleichzeitig Werkzeuge einzusetzen, die ohne Einstellaufwand einfach handelbar sind. Kurzum: beabsichtigt war, für ein großes Teilespektrum wie etwa Zylinderanbauteile für Verdichter, sprich Gehäuse, Seitenplatten, Radkästen usw. aus GG25 und GGG40, Stufenwerkzeuge mit Tangential-Wendeschneidplatten einzusetzen. Mit der Sorte BK6115 bietet KOMET eine zwischen Grundsubstrat und CVD-Beschichtung optimal auf diese Gusswerkstoffe abgestimmte Variante.
Doppelt positiv
„Der Vorteil der Tangential-Wendschneidplatten ist, dass sie in verschiedenen Lagen in festen Plattensitzen mit optimaler Schnittkraftaufnahme gebettet sind und universell eingesetzt werden können. Sie ermöglichen das Bearbeiten von Schultern oder Fasen genauso wie das Aufbohren“, erklärt Uwe William, Werkzeugplaner in der NC-Programmierung, der darüber hinaus die jeweils acht zur Verfügung stehenden Schneiden schätzt.
Im eigentlichen Wortsinn doppelt positiv ist, dass zusätzlich zur gesinterten positiven Spantopografie der Wendeschneidplatten, deren ebenfalls etwas positiv ausgeführter Plattensitz, einen leichteren Schnitt der ansonsten ein vergleichsweise hohes Drehmoment benötigenden Werkzeuge bewirkt. Um letztlich einen Aufschluss über die maschinenseitig dennoch erforderlichen Drehmomente zu erhalten, wurden in der Planungsphase des neuen Produktionscenters umfangreiche Versuche im TechnologieCenter der KOMET GROUP in Besigheim durchgeführt. Die hier gewonnenen Erkenntnisse flossen in die Maschinen- und Spannmittelauslegungen ein.
Für die Bearbeitung der Verdichterbauteile werden heute unterschiedlichste Ausführungen der mehrstufigen Sonderwerkzeuge mit Tangential-Wendeschneidplatten eingesetzt. Je nach Bauteilvariante sparen diese bis zu neun Einzelwerkzeuge, weil sie bis zu vier unterschiedliche Bohrungsdurchmesser plus einer Fase in einem Arbeitsgang bearbeiten. Die hohe Anzahl der gesparten Einzelwerkzeuge resultiert auch daraus, dass die extrem steifen Werkzeuge im jeweils ersten Arbeitsgang eine Genauigkeit im Bereich H12 ermöglichen und so die sonst zur Feinstbearbeitung notwendigen Semischlichtarbeitsgänge, je Durchmesser mit einem zusätzlichen Werkzeug, ebenso entfallen können.
Folglich sehen die Aerzener den größten Benefit in den eingesparten Werkzeugwechselzeiten, für die im Mittel (von Span zu Span) etwa 20 bis 30 Sekunden je Werkzeug benötigt werden. Zusätzlich wurden auch die reinen Bearbeitungszeiten reduziert: „Obwohl für etliche Bearbeitungsschritte Werkzeuge mit Keramikschneidstoffen, die für ihre hohen Schnittgeschwindigkeiten bekannt sind, verwendet wurden“, ergänzt William. Die Tangential-Wendeschneidplatten von KOMET ermöglichen immerhin Schnittgeschwindigkeiten bis 300 m/min und damit höchste Produktivität.
Was ebenfalls mit erheblichen Zeitvorteilen zu Buche schlägt, sind die eingesparten Einstellzeiten. Die Tangential-Wendeschneidplatten werden mit einer Schraube in ihrem hochpräzise gefrästen Plattensitz befestigt und benötigen keinerlei Justage. Und da in allen Werkzeugen überall die gleichen Wendeschneidplatten verwendet werden, ist selbst der Logistikaufwand erheblich geringer.
Mehr Informationen zu Komet:
 |
KOMET GROUP GmbH |
|
Zeppelinstraße 3 |
|
74354 Besigheim |
|
Telefon +49 (0) 7143/373-0 |
|
Telefax +49 (0) 7143/373-233 |
|
E-Mail: info@kometgroup.com |
|
www.kometgroup.com |
Bitte bewerten Sie diesen Artikel.
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.











































