



































Punktschweißungen thermografisch prüfen
Schweißpunktdurchmesser ermitteln
Im Automobilbau ist das Widerstandspunktschweißen nach wie vor ein dominierendes Fügeverfahren. Doch ist dessen Qualitätssicherung noch nicht befriedigend gelöst. Diese Herausforderung wurde in dem jetzt abgeschlossenen FOSTA-Forschungsvorhabens "P 970 Entwicklung eines thermografischen Verfahrens zur quantitativen Ermittlung des Punktdurchmessers von Widerstandspunktschweißverbindungen für den Einsatz in der Automobilindustrie (DiaTherm)" aufgegriffen.
Neben der Überwachung der Schweißprozessparameter kommt regelmäßig nur eine zeitraubende und fehlerbehaftete zerstörende Werkstattprüfung zum Einsatz. Eine zerstörungsfreie Prüfung (ZfP), bei welcher das Werkstück nach der Prüfung weiterverwendet werden kann, wird bislang praktisch nur in Form der manuellen Ultraschall-Prüfung durchgeführt. Leistungsfähige thermografische Prüfverfahren bieten ein erhebliches Potenzial, auch für die Qualitätssicherung von Schweißverbindungen eingesetzt zu werden.
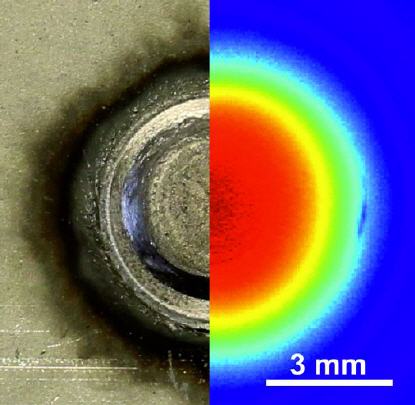
An der Bundesanstalt für Materialforschung und –prüfung (BAM) wurde daher zwischen 2013 und 2015 das Forschungsprojekt DiaTherm durchgeführt, in welchem ein robustes thermografisches Prüfverfahren für Widerstandspunktschweißungen entwickelt werden konnte, welches zerstörungsfrei und berührungslos arbeitet. Der Kontrastmechanismus beruht auf der physikalisch besseren Wärmeleitung durch den Schweißpunkt im Vergleich zu seiner Umgebung.
In der Entwicklung des Verfahrens wurde der Einfluss einer Reihe kritischer Parameter systematisch aufgeklärt. Als besondere Herausforderung hatte sich die unregelmäßige Oberfläche der Punktschweißung dargestellt. Das neue Verfahren kommt jedoch ohne eine bislang meist notwendige zusätzliche Beschichtung aus und funktioniert auch einseitig. Diese herausragenden Eigenschaften konnten durch den Einsatz eines Hochleistungsdiodenlasers und spezieller Auswertungsalgorithmen erreicht werden. Finite-Elemente-Simulationen wurden zur Validierung des experimentellen Ansatzes durchgeführt und haben unter anderem bewiesen, dass dieses neue Verfahren unempfindlich gegenüber Variationen im Elektrodeneindruck ist.
Zur Verifizierung des Verfahrens wurde die standardisierte zerstörende Torsionsprüfung verwendet, welche eine unabhängige Ermittlung des Punktdurchmessers und der tatsächlichen mechanischen Belastbarkeit erlaubt. Dabei hat sich herausgestellt, dass die Thermografie zwar eine sichere Aussage über die Kontaktfläche der geschweißten Stahlbleche aus der transienten Wärmestromfläche erlaubt, diese jedoch nur für einen beschränkten Schweißbereich mit dem üblicherweise ermittelten Punktdurchmesser übereinstimmt. Diese Kontaktfläche konnte als die sogenannte Haftzone bzw. Lötzone identifiziert werden. Diese Erkenntnis ließ sich durch zusätzliche Untersuchungen mittels Computer-Tomografie erhärten.
Das zweite Ziel des Projektes bestand in der Identifikation defekter Schweißungen mit stark verringerter mechanischer Belastbarkeit. Untersuchungen einer großen Probenserie ergaben, dass die thermografische Erkennung von zu kleinen Schweißlinsen tatsächlich möglich ist. Im Falle verzinkter Stahlbleche ist der sogenannte Zinkkleber, bei dem es anstatt zu einer Verschweißung nur zu einer Verlötung ohne eine nennenswerte mechanische Tragfähigkeit kommt, eine offene Problematik. Es konnte gezeigt werden, dass die Identifikation solcher Kleber mit dem thermografischen Verfahren zwar möglich ist, jedoch kann derzeit noch kein sicherer Nachweis erbracht werden. Hier besteht weiterer Forschungsbedarf.
Mehr Informationen zur Wirtschaftsver. Stahl:
 |
Wirtschaftsvereinigung Stahl |
|
Sohnstraße 65 |
|
40237 Düsseldorf |
|
Tel.: 02 11-67 07-0 |
|
Fax: 02 11-67 07-310 |
|
E-Mail: info@stahl-online.de |
|
www.stahl-online.de |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 5 - gesamt: 6377.











































