



































Neues BAZ von SW für die Feinwerktechnik
Positionstoleranz kleiner 0,006 mm
In vielen Bereichen der spanenden Bearbeitung von Werkstücken – beispielsweise in der Feinwerktechnik mit ihren Anwendungen in der Uhrenindustrie, Automotive-Branche oder Medizintechnik – müssen besonders präzise Bearbeitungszentren (BAZ) eingesetzt werden, da der hohe Qualitätsanspruch nur geringe Toleranzen gestattet. Für die 4- und 5-achsige Zerspanung hat die Schwäbische Werkzeugmaschinen GmbH (SW) nun ein zweispindliges BAZ entwickelt, das dank eines Spindelabstands und eines Arbeitsbereichs der X-Achse von 200 mm die typische Mehrfachaufspannung erlaubt.

BA W02-22 von SW
„Die Produktfamilie BA 222 und BA W02-22 ist zur spanenden Bearbeitung von Werkstücken vorwiegend aus dem Bereich der Feinwerktechnik konzipiert worden“, erklärt Wolfgang Armleder, Leiter Entwicklung bei SW. „Bei der neuen BA 222 handelt es sich um ein zweispindliges Bearbeitungszentrum mit horizontaler Anordnung der Arbeitsspindel, das insbesondere für die 4- und 5-achsige Mikrozerspanung von nahezu allen Werkstoffen geeignet ist.“ Ein Spindelabstand von 200 mm bei einem Arbeitsbereich der X-Achse von ebenfalls 200 mm gestattet dabei vor allem in der 4-Achsversion die typische Mehrfachaufspannung von Werkstücken. Die Linearachsen des BAZ sind mit Kugelgewindetrieben, die Rundachsen mit Torqueantrieben ausgerüstet.
Monoblockbauweise und Box-in-open-box-Konstruktion
Ein besonderes Systemmerkmal der BA 222 ist die Monoblockbauweise, die die Durchbiegung minimiert und einen optimalen Kraftfluss zwischen Bearbeitungseinheit und Werkstückträger gewährleistet. „Der Monoblock als tragendes Maschinenbett bildet die Grundlage für Stabilität und Dynamik. Gleichzeitig ist er das integrale Bauteil der Kranhakenmaschine bestehend aus der Maschine selbst und der kompletten Versorgung“, so Armleder. Um die hohen Beschleunigungen der Bearbeitungseinheit bei einer minimalen Maschinenstellfläche von 4 m⊃2; zu ermöglichen, wird der Monoblock als Verbundkonstruktion aus Stahl mit einem massiven Mineralgusskern ausgeführt, der für ein hohes Dämpfungsvermögen bei ausgezeichneter Temperaturstabilität sorgt.
Auch die Dreiachseinheit selbst wurde für schwere Zerspanoperationen auf eine hohe Dämpfung ausgelegt. Der Blockspindelkasten des Z-Schlittens sowie der X-Schlitten der Einheit sind daher aus Kugelgraphitguss (EN-GJS-400-15) hergestellt. Um die zu bewegenden Massen gering zu halten, ist der Y-Schlitten außerdem in einer Stahl-Schweißkonstruktion ausgeführt.
Zusätzlich dazu wurde die Bearbeitungseinheit in einer „Box-in-open-box“-Ausführung konzipiert – eine spezielle Konstruktion, die SW eigens für sehr kleine und massearme Bearbeitungseinheiten entwickelt hat, die für Service- und Wartungsarbeiten einen freien und komfortablen Zugang über die Rück- und Oberseite erfordern. Dabei wird die gesamte Bearbeitungseinheit rückseitig in den Monoblock eingesetzt und der Maschinenraum mit den frei zugänglichen Komponenten durch eine Kombination aus Stahl- und Textilabdeckungen vor Späneflug aus dem Arbeitsraum geschützt.

Arbeitsraum der BA 222
Span-zu-Span-Zeit von zwei Sekunden
Ein weiteres Systemmerkmal des BA 222 ist der Gantry-Antrieb der Y-Achse: „Wir haben zwei physikalisch getrennte Vorschubantriebe Y1 und Y2, jeweils bestehend aus einem Antriebsmotor, einem direkten Absolutwegmesssystem und einem Antriebsregler, steuerungsseitig elektronisch gekoppelt“, so Armleder. „Das garantiert eine optimale Positioniergenauigkeit auch bei außermittiger Belastung.“ Insgesamt kann selbst bei höchsten Bearbeitungsgeschwindigkeiten eine Positionstoleranz (Tp) von weniger als 0,006 mm garantiert werden.
Mit einem Kv-Faktor von acht und einem Ruck von 600 m/s3 ist die BA 222 somit besonders gut für konturgenaue Zerspanungen geeignet. Zur thermischen Entlastung der Y-Vorschubmotoren wird das Gewicht der Vertikalachse dabei nahezu zu 100 Prozent hydraulisch kompensiert, was eine deutliche Steigerung der Energieeffizienz bedeutet. Bei einem Spindelabstand von 200 mm beschleunigen die Vorschubachsen mit bis zu 20 m/s2 auf einen Eilgang von 70 m/min, die HSK-A40 Motorspindeln erreichen in der ersten Ausbaustufe innerhalb von 0,7 s eine maximale Drehzahl von 25.000 min-1. Die Span-zu-Span-Zeit beträgt bei einem Werkzeugwechsel lediglich zwei Sekunden.
Über einen Doppelschwenkträger mit integrierten Rundachsen kann die BA 222 hauptzeitparallel beladen werden, was die Nebenzeiten weiter reduziert. „Während der Bearbeitung wird der Doppelschwenkträger in einer Hirth-Verzahnung hydraulisch verriegelt und die Rundachsen mit einer Sicherheitsklemmung fixiert“, erklärt Armleder. „Die Geometrie der Rundachsen erlaubt eine Beladung der Maschine in ergonomisch günstiger Höhe sowie einen sehr guten Einblick in den Zerspanungsprozess.“ Bei Bedarf können direktangetriebene Planetenmodule in die Rundachsen integriert werden, was eine 5-achsige Bearbeitung ermöglicht. Dabei garantiert die Zerspanung der Werkstücke in hängender Position zusammen mit der waagerechten Anordnung der Arbeitsspindel einen freien Spänefall.
Energieeffizienzsteigernde Technologien
Um die Energieeffizienz bei einer Zerspanung mit dem BA 222 weiter zu steigern, wurden beispielsweise für alle Vorschub- und Spindelantriebe Drehstrom-Synchronmaschinen mit Servoreglern eingesetzt. Durch den Betrieb über den Antriebsverband und die mögliche Rückgewinnung von Bremsenergie werden höchste Energieeffizienzstandards erreicht. Aufgrund der hydraulischen Gewichtskompensation der Vertikalachse wird zudem keine Druckluft verbraucht. Darüber hinaus verfügt das BAZ über einen IO-Link, der etwa eine dynamische Änderung der Sensor-/Aktorparameter über die Bedienoberfläche erlaubt.
Das vom Arbeitsraum abgeschottete, späne- und spritzwassergeschützte Werkzeugmagazin mit 2 x 20, 2 x 40 oder 2 x 60 Plätzen wird über die geöffnete Arbeitsraumtür bestückt. Die Werkzeugverwaltung erfolgt direkt über die Hauptbedientafel. „Diese zentrale und ergonomisch günstige Position erspart dem Bediener lange Wege um die Maschine herum“, erläutert Armleder.
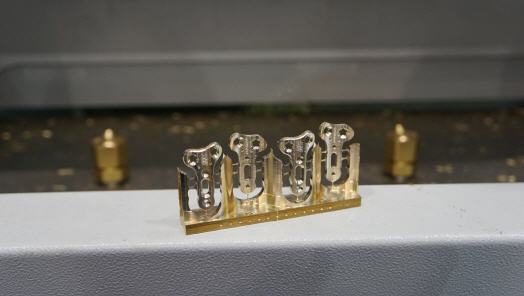
Handknochenplatten, gefräst auf der BA 222 von SW
Umfassende life-Dienstleistungen
Um die Vorteile der BA 222 von Anfang an optimal nutzen zu können, bietet SW für dieses Modell – wie für alle BAZ des Unternehmens – umfangreiche Dienstleistungen an und begleitet Kunden über den gesamten Lebenszyklus der Anlage: „Der Service life startUp beispielsweise beinhaltet Aufbau und Installation, Betreuung in der Anlaufphase, Inbetriebnahme von Automation und Spannvorrichtungen, Maschinenverlagerungen sowie Produktionsbegleitung und sorgt so für einen schnellen und reibungslosen Anlauf der Produktion“, erklärt Armleder. „Bei life academy handelt es sich um ein umfassendes, breit gefächertes Schulungsangebot mit hohem Praxisanteil, das weltweit bei den Kunden durchgeführt werden kann.“
Ein Remote-Zugriff zur Erfassung und Auswertung von Daten, die zur Steigerung der Produktivität sowie zur Störungsanalyse eingesetzt werden können, ein Ersatzteil- und Reparaturservice sowie regelmäßige Soft- und Hardware-Updates komplettieren das Dienstleistungsportfolio.
Mehr Informationen zu SW:
 |
Schwäbische Werkzeugmaschinen GmbH |
|
Seedorfer Strasse 91 |
|
78713 Schramberg-Waldmössingen |
|
Tel.: +49 (0) 7402/74-0 |
|
Fax: +49 (0) 7402/74-211 |
|
E-Mail: info@sw-machines.de |
|
www.sw-machines.de |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 5 - gesamt: 6294.











































