



































Präzise Werkstückspannung in Sekundenschnelle
Spannen mit Vakuum
Spannen von Offsetdruckplatten zu Belichtungszwecken, CFK- Werkstücken zur Fräsbearbeitung, Aluminiumplatten für Bohr- und Fräsbearbeitungen und Spannen von Wafern für die Schleifbearbeitung oder zur Messung mit modernen Bildbearbeitungsgeräten. Diese und ähnliche Aufgabenstellungen sind häufig zu meistern. Wenn dann noch Angaben zu Fertigungszeiten, Taktfrequenzen und Toleranzen folgen, wird das Thema ›Spannen‹ schon sehr komplex. Witte hat Lösungen.
 |
 |
|
 |
Praktikable Lösungen für kritische Spannaufgaben bietet die Vakuumspanntechnik mit ihren vielseitigen Spannmöglichkeiten, wie sie von Witte entwickelt wurden.
Automobil- Airbags erfüllen eine lebensrettende Funktion und müssen im Moment der Auslösung innerhalb von Sekundbruchteilen aus Ihrem Versteck herausbrechen und dabei einige Hindernisse in Form von Interieur und Verkleidungsteilen durchbrechen. Damit dieser Widerstand möglichst leicht überwunden werden kann und sich ganz gezielt öffnet, werden die Verkleidungsteile, dem Auge verborgen rückseitig perforiert, geritzt, gelocht oder auf eine minimale Restwanddicke geschliffen.
Das Vakuumspannen von Lederhäuten, die im Tür- und Armaturenbereich verarbeitet werden, erfolgt auf Vakuum- Spannplatten mit einer dreidimensional geformten Spannfläche. Die Form dieser Spannfläche entspricht einem flachen Walmdach und der First ist dabei die höchste Erhebung. Das flexible Leder lässt sich hervorragend auf diese Weise mittels der Vakuumtechnik spannen.
Nach erfolgter Schleifbearbeitung ergibt dies eine gleichmäßige Ausdünnung des Leders in den dafür vorgesehenen Bereichen und stellt die Sollbruchstelle, beziehungsweise die spätere Ausbruchsöffnung des Airbags dar. Optische Störungen im Sichtbereich der Insassen sind nicht wahrnehmbar.
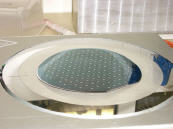
Siliziumwafer stellen unter anderem den Rohling späterer Speicherchips dar. Diese Rohlinge unterliegen einem komplizierten Herstellungsverfahren in deren Reihenfolge eine präzise Dickenbearbeitung mit einem anschließenden optischen Messverfahren erfolgt. Da diese Wafer in der Regel aus Silizium hergestellt werden und als sehr empfindlich gelten, muss bei der Auswahl des Vakuumspannelementes auf diese Thematik eingegangen werden.
Die Spannfläche wird in seiner Beschaffenheit aus einem speziellen mikroporösen Werkstoff, der obendrein auch noch reinraum- tauglich sein muss, hergestellt. Damit erhält der Wafer beim Vakuumspannen auf dieser präzise bearbeiteten Spannfläche, trotz der Vakuumspannung, auf der gesamten Wirkfläche die mechanische Unterstützung und kann nur so in geringen Dicken hergestellt werden. Institute sind auf diese Weise bereits bei Waferdicken von 0,02mm angelangt. Werkstücktoleranzen innerhalb weniger µm sind durch diese Spannmethode möglich.
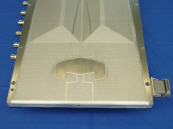
Prepregs aus Kohlefaser Verbundwerkstoffen sind äußerst leicht, sehr stabil und finden deshalb in vielen technischen Einrichtungen ihren Einsatz. Obwohl diese Werkstoffe in der der Oberflächenbeschaffenheit rau und porös sein können, ist die Vakuumspannung mit der geeigneten Technik trotzdem möglich. Zum Einsatz kommen hier die Lochraster- Vakuumplatten von Witte mit einem speziellen Flies als Zwischenlage.
Auch hier erfolgt die Spannung innerhalb weniger Sekundenbruchteile, gewissermaßen auf Knopfdruck. Ein Durchfräsen von Konturen und Bohrungen, Taschen fräsen oder Schleifbearbeitungen erfolgen mit hoher Präzision. Dass so ganz nebenbei Fertigungszeiten durch diese prozesssichere Spannmethode deutlich reduziert werden ist ein erfreulicher Nebeneffekt.
Prepregs aus Kohlefaser Verbundwerkstoffen sind äußerst leicht, sehr stabil und finden deshalb in vielen technischen Einrichtungen ihren Einsatz. Obwohl diese Werkstoffe in der der Oberflächenbeschaffenheit rau und porös sein können, ist die Vakuumspannung mit der geeigneten Technik trotzdem möglich. Zum Einsatz kommen hier die Lochraster- Vakuumplatten von Witte mit einem speziellen Flies als Zwischenlage. Auch hierbei erfolgt die Spannung innerhalb weniger Sekundenbruchteile, gewissermaßen auf Knopfdruck.
Ein Durchfräsen von Konturen und Bohrungen, Taschen fräsen oder Schleifbearbeitungen erfolgen mit hoher Präzision. Dass so ganz nebenbei Fertigungszeiten durch diese prozesssichere Spannmethode deutlich reduziert werden ist ein erfreulicher Nebeneffekt.
Mehr Informationen zur Witte Gerätebau:
 |
Witte Gerätebau Barskamp e.K. |
|
Horndorfer Weg 26 |
|
21354 Bleckede |
|
Telefon 05854 89-0 |
|
Fax 05854 89-40 |
|
E-Mail: info@horst-witte.de |
|
www.horst-witte.de |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 3 - gesamt: 7153.











































