



































Vollautomatisiertes Fräsen
Anlage von MartinMechanic läuft 28 Stunden autark
Voll automatisiert hat MartinMechanic die Bearbeitung von Anschlussblöcken für die Automobilindustrie. Das Roboter-Teilehandling und das Standard-Werkzeugmagazin MEM6384 von Martin Systems wurden so perfekt an ein Dreh-Fräszentrum angedockt, dass es 28 Stunden völlig autark seinen Auftrag ausführen kann. Und das auf zwei Spannvorrichtungen gleichzeitig.
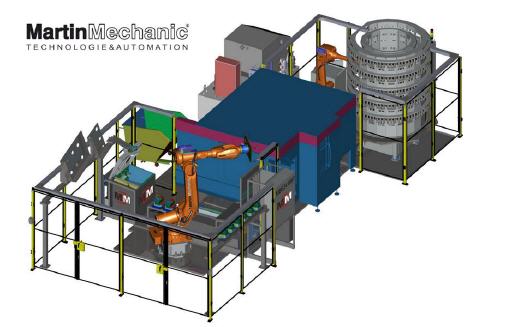
Mithilfe eines Handling-RobotersvomTyp ABB IRB 6640, einer großen Anzahl unterschiedlicher Werkzeuge und dank der Flexibilität in der Bearbeitung können 27 unterschiedliche Varianten mit der MBE241894 produziertwerden. Bei einer Länge von 12 Meter benötigt die sechs Meter breite Gesamtanlage eine Stellfläche von mindestens 72 Quadratmeter.
Immer 216 Rohteile liegen auf einem Palettenstellplatz in acht Reihenbereit. Nacheinander holt der Roboter, der über eine Spannweite von 280 Zentimeter verfügt und bis zu 185 Kilogramm stemmen kann,zweiunbearbeitete Teile am Palettenstellplatz ab.
Er legt sie in die Ausrichtstation ein, um die richtige Position für die Spannvorrichtungzu finden. Nach der Bearbeitung der ersten Spannung wendet er die Halbteile;sind die Teile fertig, legt er sie wieder auf dem dafür vorgesehenen Palettenstellplatz ab.
Bis sie fertig bearbeitet sind,durchlaufen die Anschlussblöcke sieben Stationen.Für all diese Arbeitsabläufe benötigt der Roboter vier unterschiedliche Greifer, die er ständig selbstständig wechselt. Dazu bedient er sich im Greiferbahnhof. Hat ereineSpannvorrichtungbestückt, wird ihrSchraubstock über eine elektrisch angetriebene Spindel gespannt. Anschließendlegt der Roboterauch eine zweiteSpannvorrichtung in die Umspannstation einund setzt die Schraubspindelwiederumin Gang.
Dann werden die Spannvorrichtungen mit den zu bearbeitenden Werkstücken in das Dreh-Fräszentrum eingelegt.Das Fräszentrum schließt sich automatisch und die Teilebearbeitung kann gestartet werden.Damit der Anschlussblock von allen Seiten gefräst werden kann, befördert ihn der Roboter auch noch zu einer Wendestation. Nacheinander wandern die fertig bearbeiteten Teilezur Reinigungsstation, wo sie mit Druckluft abgeblasen werden.
Danach geht’s inein Ultraschall-Reinigungsbad. Große Flexibilität in der Bearbeitung verleiht dem Dreh-Fräszentrum das Werkzeugmagazin von MartinSystems, dessen eigene SPS-Steuerung mit dem Dreh-Fräszentrum kommuniziertund die Werkzeugdatenverwaltung managt.
Auch hier ist ein Roboter im Einsatz, der den Stangenlader des Fräszentrums mit bis zu 2500 Werkzeugen bestücken kann. Die Bedienung des Teilehandlings erfolgt über ein fest angeordnetes 15 Zoll Panel.
Die Realisierungsdauer bis zur Inbetriebnahme beimKunden dauerte gerade einmal acht Monate. Diese wurde jedoch erst durch die Verwendung des patentierten Standard-Werkzeugmagazins von Martin Systems möglich.
Mehr Informationen zur Friedrich Martin GmbH:
 |
Friedrich Martin GmbH & Co KG |
|
Hauptstrasse. 25 |
|
72202 Nagold |
|
Tel.: +49(0) 74 52-84 66-0 |
|
Fax: +49(0) 74 52-84 66-5 66 |
|
E-Mail: info@MartinMechanic.com |
|
www.martinmechanic.com |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 5 - gesamt: 5647.











































