



































Wirtschaftliche Vorteile in der Serienproduktion
Bohren mit profilierten Werkzeugen
Das Bohren mit profilierten Werkzeugen ermöglicht wirtschaftliche Vorteile in der Serienproduktion. Horn bietet auf Basis des Werkzeugsystems 117 profilierte Schneidplatten nach Kundenwunsch für den Einsatz auf Dreh- und Fräszentren ab dem Durchmesser von 16 mm.
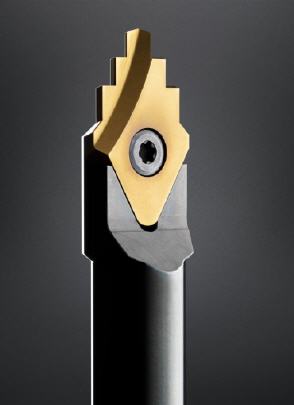
Eine hohe Rund- und Planlaufgenauigkeit sowie Wechselgenauigkeiten im µm-Bereich garantiert der patentierte Präzisionsplattensitz des Systems 117. Die präzisionsgeschliffenen Schneiden ermöglichen hohe Präzision und Oberflächengüten. Die Kostenersparnis zeigt sich durch die Möglichkeit der Nachbestückung, die geringeren Werkzeugkosten und den reduzierten Maschinenstillstand. Die Kühlung der Kontaktzone und den Abtransport der Späne sichert die innere Kühlmittelzufuhr durch den Rundschafthalter auf beide Schneiden.
Horn bietet die Werkzeuge in den Formbreiten (w) 16 mm, 20 mm und 26 mm an. Die je nach Anwendungsfall gewünschte Sonderform ist präzisionsgeschliffen. Die maximale Formtiefe liegt bei tmax = 17 mm. Die maximale Formbreite beträgt w = 26 mm. Die Werkzeugbeschichtung wird für jeden Anwendungsfall speziell ausgewählt und ist für die Materialgruppen P, M, K und N verfügbar. Die Rundschafthalter sind standardmäßig mit den Schaftdurchmessern 16 mm, 20 mm und 25 mm in den Ausführungsformen A und E erhältlich. Alle Varianten sind mit innerer Kühlmittelzufuhr ausgestattet.
Mehr Informationen zur Paul Horn GmbH
 |
Hartmetall-Werkzeugfabrik |
|
Paul Horn GmbH |
|
Horn-Straße 1 |
|
72072 Tübingen |
|
Telefon: 07071 7004-0 |
|
Fax: 07071 7289-3 |
|
E-Mail: info@de.horn-group.com |
|
www.horn-group.com/de |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 1 - gesamt: 6066.











































