



































Bunorm: Investition in zusätzliche Kapazitäten
Kompetenz Richtung Sondermaschinenbau erweitert
Lohnbearbeitung umfasst heute viel mehr als nur Bohren, Fräsen, Drehen und Schweißen. Heute erwarten viele Kunden Leistungen, die weit darüber hinaus gehen. Dies betrifft – neben der Lackierung – auch die Montage zu größeren Baugruppen oder die Komplettierung mit Anbauteilen und Elektrotechnik zu mehr oder weniger vollständigen Maschinen bzw. Anlagen. Ein Erfahrungsbericht aus einem Schweizer Betrieb, der deshalb seine Bearbeitungskapazitäten signifikant aufgestockt hat.
„Als versierter Lohnfertiger mit Erfahrung aus Projekten für verschiedenste Branchen erfüllen wir häufig auch Wünsche unserer Kunden nach erweiterten Leistungen bis hin zur komplett einsatzfähigen Maschine“, erläutert Masch.-Ing. HTL Urs Morgenthaler, Geschäftsführer der Bunorm AG in Aarwangen (Schweiz). Das 1965 gegründete, inhabergeführte Familienunternehmen hat derzeit 75 Mitarbeiter. In seinem Kerngebiet hat es sich vor allem auf die Herstellung von Maschinenbauteilen – von Streichholzschachtelgröße bis zu sehr großen Abmessungen – spezialisiert und verfügt über die entsprechende Ausstattung. Dazu gehören zahlreiche Portalbearbeitungszentren mit Arbeitsraumgrößen bis zu 18.000 x 3.500 x 3.000 mm, Fräs-Drehbearbeitungszentren für Durchmesser bis zu 2.000 mm bei Bauteillängen bis zu 6.000 mm sowie zahlreiche weitere Werkzeugmaschinen verschiedenster Größen, ergänzt um Messtechnologie und Lackierkabinen. Die Krankapazität von 60 t reicht aus, um auch größere Baugruppen problemlos bewegen zu können. Auch im Bereich Schweißtechnik gibt es bei Bunorm die für solche Größenordnungen erforderliche Bandbreite an Verfahren und Ausrüstungen.

Komplettlieferung bis zur einsatzbereiten Anlage
„Wir können unsere Wertschöpfungstiefe ganz nach dem Wunsch des Kunden von der reinen Bauteilfertigung über die Komplettierung mit Anbauteilen bis zur einsatzbereiten Anlage anpassen“, ergänzt Stefan Gygax, Leiter Konstruktion und Montage bei Bunorm. Im Bereich der mechanischen Bearbeitung könne man nahezu alle Aufgabenstellungen entweder selbst bewältigen oder in Eigenverantwortung beschaffen. Große Erfahrung habe man auch in den Bereichen Hydraulik und Elektrotechnik bis hin zur Verrohrung bzw. Verdrahtung und der Bestückung mit Sensoren, Aktuatoren sowie Steuerungen. Somit könne sich der Abnehmer je nach Ausrichtung seines eigenen Geschäftsmodells von weniger produktiven Bereichen freistellen und sich auf die eigenen Kernkompetenzen konzentrieren. Bunorm kümmere sich um alles, was erforderlich sei, um sich mit der Wertschöpfungskette des jeweiligen Kunden möglichst nahtlos zu verzahnen. Dabei übernehme man die Gesamtverantwortung, so dass der Geschäftspartner nur einen einzigen Ansprechpartner habe, der zentral für alle Klärungen und Rückfragen zuständig ist.

Entwicklungspartnerschaft schon im Vorfeld
„Zu dieser Anpassung an das Geschäftsmodell des Kunden kann auch die Zusammenarbeit beim Engineering schon im Vorfeld einer Entwicklung gehören“, präzisiert U. Morgenthaler. Zwischen dem Entwurf der Konturen und Eigenschaften eines Bauteils und der prozessgerechten Detaillierung der entsprechenden Schweißkonstruktion nebst Bearbeitungstechnologie liegen etliche zusätzliche Arbeitsgänge. Manche Konstrukteure, deren Arbeitsgebiet sich um die Funktion der fertigen Anlage oder Maschine herum zentriere, täten sich schwer damit, ihre Entwürfe kostenoptimal als Schweißkonstruktion auszulegen. Nicht alles, was gezeichnet werden könne, lasse sich schweißtechnisch ohne Probleme umsetzen, beispielsweise bei mehr oder weniger geschlossenen Kastenstrukturen. Dort sei die Zugänglichkeit für das Legen von Innenschweißnähten nicht immer in wünschenswerter Weise möglich. Auf diesem Gebiet verfügten die Fachleute bei Bunorm über umfassende Erfahrung sowie leistungsfähige Konstruktions- und CAM-Software. Dieses Knowhow gäben sie in gemeinsamen Projektgesprächen gerne an ihre Partner weiter. Je früher im Verlauf eines Entwicklungsprojekts diese Zusammenarbeit beginne, desto nutzbringender sei sie für beide Seiten. Es sei daher besser, in solche Projektgespräche mit einem Pflichtenheft einzusteigen statt mit einem Satz bereits fertig detaillierter Zeichnungen.
Preisklarheit und Termintreue von Anfang an
„Aufgrund unserer Erfahrung sowie unserer umfassenden maschinellen Ausstattung können wir auf Anfragen kurzfristig reagieren und wickeln Aufträge innerhalb des vereinbarten Budgets ab“, weiß S. Gygax. Wichtiger Grund hierfür seien zunächst die guten Kontakte zwischen den Konstrukteuren und der Fertigung, so dass es dort quasi keine Schnittstellenverluste gebe. Hilfreich sei auch die Erfahrung der Mitarbeiter aufgrund der sehr großen Bandbreite an unterschiedlichsten Projekten, die im Laufe der Jahre von Bunorm ausgeführt wurden. Sie umfassten unterschiedlichste Branchen vom Maschinenbau über den Industrieanlagenbau bis zur Medizintechnik und zudem alle möglichen Größenordnungen von den Abmessungen einer Scheckkarte bis zu 200-Tonnen-Anlagen. Wer schon so viele unterschiedliche Projekte realisiert habe, erkenne auch bei neuen Aufgaben schnell Ähnlichkeiten mit bereits ausgeführten Tätigkeiten oder Problemen. Man brauche dann nicht bei null zu starten und komme so schneller und rationeller zu zweckmäßigen Lösungen als jemand, der mit einer gegebenen Aufgabenstellung erstmalig konfrontiert ist. Bunorm habe schon zahlreiche Aufträge ausgeführt, die mit Fug und Recht als Sondermaschinenbau gewertet werden könnten. Infolgedessen sei das entsprechende Auftragsvolumen immer weiter angestiegen und umfasse zudem auch zunehmend Konstruktionen aus Aluminium.

Kapazitätserweiterung
„Um diesen wachsenden Bedarf besser abdecken zu können, haben wir in letzter Zeit erheblich in unsere Bearbeitungskapazitäten investiert“, sagt U. Morgenthaler. Dazu gehört die neue DMU 340 G von DMG Mori, derzeit die erste Anlage dieses Typs in der Schweiz. Es handelt sich um ein großformatiges Bearbeitungszentrum in Portalbauweise mit einem Arbeitsraum von 6.000 x 2.800 x 1.200 mm. Die Anlage hat einen oben geführten Portalbalken mit der 4. und 5. Achse im Bearbeitungskopf. Das Werkstück muss nicht verfahren werden. Dies verringert die zu bewegenden Massen und ermöglicht hohe Achsgeschwindigkeiten. Damit und dank einer 12.000-UPM-Spindel mit HSK-100-Schnittstelle eignet sie sich für mittlere ebenso wie für schwere Bearbeitungsaufgaben an Materialien vom Aluminium bis hin zum Formenbaustahl. Die hohe Achsdynamik ist auch hilfreich bei speziellen Aufgabenstellungen wie dem Interpolationsdrehen. Diese Art der Bearbeitung eignet sich insbesondere für die Herstellung von Dichtflächen an großformatigen Teilen bei erhöhten Anforderungen. Um hohe Genauigkeiten am Werkstück zu gewährleisten, sind die Werkshallen klimatisiert. Zusätzlich verfügt die Maschine über ein ausgefeiltes Temperaturmanagement mit Hilfe eines Temperiermediums, das durch Kanäle in allen wesentlichen Maschinenkomponenten zirkuliert.

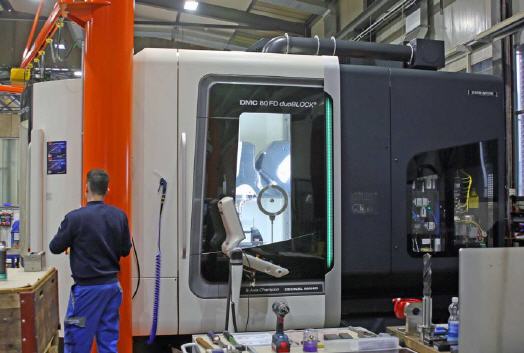
Universalbearbeitungsmaschine DMC 80 U
„Darüber hinaus haben wir auch ein Dreh-Fräszentrum DMC 80 FD beschafft, mit dem wir vor allem anspruchsvolle Rotationsteile mit bis zu 600 mm Ø bearbeiten“, verrät S. Gygax. Die Maschine schließt nicht zuletzt dank ihres Palettenwechslers, der hauptzeitparalleles Rüsten ermöglicht, in diesem Bereich eine schmerzliche Kapazitätslücke. Der vertikale Drehteller ermöglicht Drehbearbeitungen mit bis zu 800 UPM. Die zusätzliche Ausstattung mit einer Fräsbearbeitungseinheit macht aus der Anlage ein Universalbearbeitungszentrum, mit dem auch sehr aufwendige 5-Achs-Fertigungsaufgaben in einer Aufspannung erledigt werden können. Auch hier sorgt ein ausgefeiltes Temperaturmanagement für hohe Genauigkeit der Bearbeitungsergebnisse.
„Diese beiden neuen Bearbeitungszentren ermöglichen es uns, unsere Aufgaben sowohl im Lohnbearbeitungs- als auch im Maschinenbaubereich schneller und effizienter als bisher zu lösen“, bilanziert U. Morgenthaler.

Mehr Informationen zur Bunorm AG:
 |
Bunorm AG |
|
Industriestrasse 6 |
|
CH-4912 Aarwangen |
|
Tel.: +41-62-919-20-40 |
|
Fax: +41-62-919-20-49 |
|
E-Mail: info@bunorm.ch |
|
www.bunorm.ch |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 4 - gesamt: 6310.











































