



































Depalettieren für den Sinterofen
Kompakte Arbeitszelle auf 12 Quadratmeter
Nicht die Aufgabe als solche, eine Depalletierzelle zu entwickeln, die den Transportwagen für einen Sinterofen abräumt, war für die Ingenieure von MartinMechanic die Herausforderung, wohl aber der beengte Platz, auf dem der Roboter hantieren sollte.
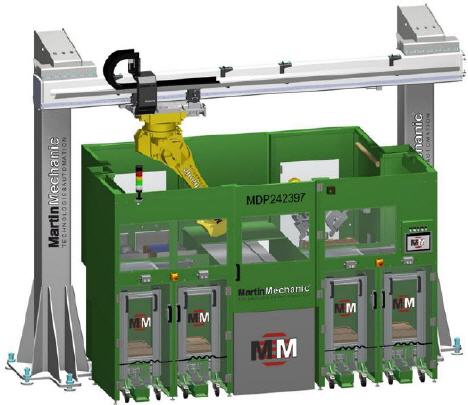
Also machten sie sich daran, eine Anlage zu konstruieren, die auf 12 Quadratmeter Grundfläche und gerade mal vier Meter Höhe alle Anforderungen an ein modernes Handling erfüllt. Hierzu wurde der 600 Kilogramm schwere Roboter über Kopf am Schlitten einer Quertraverse am Achsportal in 3,50 Meter Höhe angeordnet. Es handelt sich um einen Fanuc M710iC/50, der auf der siebten Achse des Achsportals seitwärts nach links und rechts ausfährt. Mit Hilfe dieser Achse war es erst möglich geworden, die Anforderung an eine derart kompakte Arbeitszelle zu erfüllen.
Die Depalettierzelle MDP242397 ist die logische Fortsetzung einer Automationsstraße, der die Palettierzelle MPP242387 im Vorfeld praktisch zuarbeitet. Der Werker muss nur noch den Transportwagen bei der letztgenannten Arbeitszelle abholen und bei der Depalletierzelle wieder andocken.
Die Wendeschneidplatten aus Hartmetall, die im Sinterofen veredelt werden, liegen – fein säuberlich angeordnet – auf Keramikplatten bereit, die wiederum auf Kunststoff-Trays gelagert sind. Auf dem Transportwagen, der über einen Zylinder aktiv in seine Endlage gezogen und dann arretiert wird, liegen zehn Trays, die übereinander angeordnet sind. Die Positionsgenauigkeit ist von großer Wichtigkeit, damit der Roboter die Keramikplatten exakt greifen kann.
Der Roboter bedient sich dazu aus allen vier Edelstahl-Schubladen, wobei ein Transportwagen während des Arbeitsvorgangs immer leer bleibt. Er legt die Keramikplatten mit den Grünlingen auf ein Kettenband, mit denen sie in den Sinterofen geschoben werden. Aus der vierten Schublade wird der Transportwagen mit leeren Kunststoff-Trays beladen.
Auf dem Bereitstellungsplatz der Anlage wird via Lichtschranken geprüft, ob die Grünlinge richtig auf den Keramikplatten positioniert sind. So wird verhindert, dass Teile beim Sintern verloren gehen. Befindet sich eine Wendeschneidplatte nicht in der richtigen Position, nimmt der Roboter die Keramikplatte samt Grünling erneut auf, um sie in einer NIO-Schublade abzulegen.
Dem Werker wird das durch eine rote Signalleuchte verdeutlicht. Er kann die Schublade über einen Taster anfordern und die Wendeschneidplatte auf der Keramikplatte von Hand neu ausrichten. Nachdem er den Grünling in die richtige Position gebracht hat, holt der Roboter die Keramikplatte wieder ab und legt sie erneut in den Prüfplatz ein. Ist jetzt alles richtig positioniert, setzt er die Keramikplatte mit dem Grünling auf das Ofenband.
Schnittschnelle zwischen Sinterofen und Roboter ist ein Drehgeber, der die Geschwindigkeit des Ofenbandes an die SPS-Steuerung weitergibt. Der Roboter erhält dadurch die Meldung, wann genügend Platz vorhanden ist, um die nächste Keramikplatte in Folge abzulegen.
Wegen der beengten Platzverhältnisse und um eine ausreichende Zugänglichkeit der Arbeitszelle zu erreichen, wurde der Schaltschrank in fünf Meter Entfernung angeordnet. Die Energieleitungen wurden dafür in einer Kabelrinne verlegt. Die Realisierung dieser Arbeitszelle nahm zehn Monate in Anspruch.
Mehr Informationen zu MartinMechanic:
 |
MartinMechanic Friedrich Martin GmbH & Co KG |
|
Heinrich-Hertz-Straße 2 |
|
72202 Nagold |
|
Tel.: +49 (0)7452-84660 |
|
Fax: +49 (0)7452-8466566 |
|
E-Mail: info@MartinMechanic.com |
|
www.MartinMechanic.com |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 5 - gesamt: 5411.











































