



































Strategien für präzise Oberflächenstrukturen
Finishingverfahren für die Drehbearbeitung
Auf Anhieb zu optimaler Oberfläche und Qualität: Was früher beim Fräsen nur schwer vorstellbar war, entwickelt sich aktuell dank innovativer Maschinenkonzepte zu einem führenden Trend. Dabei wächst die Zahl der Präzisionsanwendungen, die nach dem Fräsen ohne das Schleifen und Polieren auskommen, kontinuierlich.
In allen Bereichen der Zerspanung suchen Anwender nach effizienten Möglichkeiten der Prozessoptimierung. „Insbesondere Hersteller im Sektor der Ultrapräzisionsbearbeitung, bei denen Graveure für den Feinschliff der Oberflächen sorgen, gelten als Wegbereiter“, erläutert Martin Dreher, Geschäftsführer der DREHERtec GmbH. Aufgrund der langen Bearbeitungszeiten für ein einziges Werkstück zahlen sich hier Investitionen in moderne Maschinenkonzepte, luftgelagerte Spindeln und innovative Werkzeuge aus.
Zudem spielen spezielle Werkzeughaltersysteme eine wichtige Rolle, da sie gleich mehrere Aufgaben übernehmen: Sie sorgen für einen exakten Rundlauf der Werkzeuge, kompensieren Schwingungen und gewährleisten sowohl eine hohe geometrische Präzision als auch eine optimale Oberflächengüte. Die beim Feinschlichten erzielbaren Qualitäten lassen sich vielfach mit den Ergebnissen beim Schleifen, Polieren oder bei der Laserbearbeitung vergleichen.
Optimale Fertigung dank Hartbearbeitung
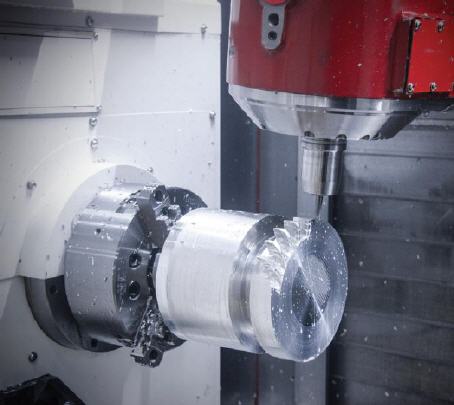
Durch innovative Technik lassen sich bereits mit einem Arbeitsschritt glatte Oberflächen erzeugen. Bei Nichteisenmetallen erzielen Anwender mithilfe von Diamantwerkzeugen allein über das Fräsen geometrisch präzise Flächen, die sich beispielsweise für die Optik von Lasermaschinen eignen. „Zum einen verkürzt die Technik dabei das Finishing, zum anderen sinkt das Risiko, dass das Schleifen und Polieren beispielsweise die Ecken verrundet“, so der CNC-Spezialist. Darüber hinaus gilt das Schleifen als aufwendiger und umweltbelastender Prozess, der gleichzeitig spezielle Kenntnisse erfordert. Deshalb entwickelten Fertigungstechniker schon vor einigen Jahren die trockene Hartbearbeitung von Bauteilen aller Art, die sich bereits in der Serienfertigung bewährt hat.
Neue Lösungen auf dem Vormarsch
Heute bearbeiten Anwender beim sogenannten „near net shape“ die Werkstücke aus Rohteilen, die durch den Einsatz moderner Gieß- oder Schmiedeverfahren schon sehr der Endkontur entsprechen. Aus diesem Grund siedeln sich die Drehbearbeitungsvorgänge verstärkt im Bereich der Feinbearbeitung an. „Genauer gesagt dringt die Hart-Feinbearbeitung gehärteter Bauteile in das Gebiet der Schleifmaschinen ein, da die hier ablaufenden Vorgänge aufgrund des entstehenden Korund-Schleifschlammes vor allem einen umweltgefährdenden Fertigungsprozess darstellen“, erklärt Dreher. Da die Produktion mit unbestimmter Schneide ausgeführt wird, erfordert das Verfahren zudem gleichzeitig einen relativ hohen Investitionsaufwand.
Einhaltung der Qualitätsstandards Infolge der aktuellen Entwicklungen in der Branche ist der Genauigkeitsanspruch an die Drehmaschine erheblich gewachsen. Anwender müssen das geforderte Endmaß eines Bearbeitungsdurchmessers beim Drehen unmittelbar erreichen und nicht wie beim Schleifen durch In-Prozess-Messregelung mithilfe mehrerer Schnitte. Leistungsfähige CNC-Steuerungen ermöglichen durch die Präzision der eingesetzten Maschinenelemente die Einhaltung von Schleiftoleranzen jedoch nur dann, wenn schon bei der Montage der Anlage ein hoher Qualitätsstandard gewährleistet wird. CNC-Anlagen von Hyundai Wia fassen aus diesem Grund sämtliche Bearbeitungsprozesse von der Zuführung des Rohlings bis zur Finalisierung zusammen und ermöglichen somit ein Drehen und Automatisieren auf kleinstem Raum.
Mehr Informationen zur DREHERtec GmbH:
 |
DREHERtec GmbH |
|
Wolf-Hirth-Straße 2 |
|
78588 Denkingen |
|
Tel.: +49 (0) 7424 98046-0 |
|
E-Mail: service@DREHERtec.de |
|
www.DREHERtec.de |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 6 - gesamt: 5549.











































