



































Wendelbohrer mühelos schärfen
Das Bohrerschärfgerät von Scheppach in der Praxis
Das Scharfschleifen von Wendelbohrern, umgangssprachlich auch Spiralbohrer genannt, ist von Hand nicht besonders schwer, wenn man – etwa im Rahmen einer Ausbildung –erklärt bekommen hat, wie es geht. Für Hobbybastler stellt diese Tätigkeit jedoch nicht selten eine hohe Hürde dar, da diese oft keine derartige Ausbildung durchlaufen haben. Hier können günstige Bohrerschärfmaschinen, wie etwa das Modell DBS800 von Scheppach, helfen, ein Manko zu beseitigen.

Bohrerschärfmaschinen für industrielle Zwecke sind für viele Hobbyanwender schlicht zu teuer. Diese lohnen sich nur, wenn es gilt, in kurzer Zeit sehr viele Bohrer nachzuschärfen. Aus diesem Grund verzichten auch viele Handwerksbetriebe auf die Anschaffung derartiger Maschinen, da es für ausgebildete Fachkräfte keine Hürde darstellt, fachgerecht Wendelbohrer nachzuschärfen.
Anders ist die Situation im Hobbybereich. Hier sind oft keine Kenntnisse und Handfertigkeiten vorhanden, selbst Wendelbohrer nachzuschärfen, sodass nicht selten mit stumpfen beziehungsweise falsch geschliffenen Bohrern gearbeitet wird.

Mit preiswerten Bohrerschärfmaschinen kann dieser Mangel behoben werden, zumal es im Hobbybereich nicht darum geht, Kundenaufträge abzuarbeiten, somit nicht zwingend hohe Ansprüche an Oberflächenqualität und Maßhaltigkeit der Bohrung gestellt werden. Nichtsdestotrotz lohnt sich die Anschaffung einer einfachen Bohrerschärfmaschine, da damit recht erstaunliche Ergebnisse zum tragbaren Preis möglich sind.
Exemplarisch für andere Modelle soll hier die Bohrerschärfmaschine DBS800 von Scheppach vorgestellt werden. Diese Maschine kommt aus China und wird von weiteren Anbietern mit anderem Namen und teils anderer Gehäusefarbe angeboten.
Dieses, mit einem 80 Watt-Motor ausgestattete Gerät ist, obwohl sehr preiswert, durchaus in der Lage, Bohrer zu schleifen, die im Hobby-Bereich überzeugen können. Das Gerät besitzt dazu ein Spannfutter mit sechs Spannklauen, die von einer großen, gut in der Hand liegenden Spannmutter (in der Bedienungsanleitung als Fixiergriff bezeichnet) verstellt werden können.
Zusätzlich ist das Gerät mit einer kegelförmigen Diamant-Schleifscheibe…

… sowie einer Spänefangschale ausgerüstet.

Praktischerweise sind Beschriftungen von 1 bis 3 vorhanden, die darauf hinweisen, in welcher Reihenfolge das Spannfutter in die jeweiligen Aufnahmen eingeführt werden muss, damit der zu schärfende Wendelbohrer korrekt nachgeschärft wird.
1. Bohrer spannen
Damit der Wendelbohrer mit einem korrekten Hinterschliff (Freiwinkel) sowie die Querschneide mit dem richtigen Winkel versehen wird, ist es wichtig, den Wendelbohrer richtig in das Spannfutter zu klemmen, was in der Aufnahme mit der Nummer 1 geschieht.
Hier kommt es darauf an, den Bohrer zunächst locker in das Spannfutter zu schieben, damit die Querschneide des Bohrers am im Bohrerschärfgerät angebrachten Anschlag positioniert werden kann. Wichtig ist dabei, den oben am Gerät angebrachten Hebel nach hinten zu drücken, damit die Spannfedern aufgeklappt werden.
Nachdem der Bohrer beziehungsweise die Querschneide am Anschlag anliegt, muss dieser derart gedreht werden, dass die Federklauen zwischen der Wendel den Bohrer packen und in dieser Position in Richtung Anschlag ziehen.

Liegen die Federklauen hingegen zwischen den Führungsfasen des Bohrers, so ist die Einspannsituation fehlerhaft, was dazu führen würde, dass der Bohrer falsch geschliffen wird.

Wenn der Bohrer korrekt gespannt ist, wird dieser durch Drehen der Spannmutter festgezogen und somit dessen Spannlage fixiert. Ein vorsichtiges Einführen der Einheit aus Bohrer und Spannfutter in die Aufnahme 2 zeigt, dass der Bohrer in der korrekten Position an der Kegelscheibe anliegt.

Wurde der Bohrer falsch eingespannt, so ist dies ebenfalls problemlos erkennbar.

2. Bohrer schleifen
Nun die Maschine einschalten und den Bohrer schleifen, indem ein leichter Druck in Richtung Schleifscheibe sowie eine gleichzeitige Drehung des Spannfutters zwischen den Endpositionen der Aufnahme 2 ausgeführt wird.

Beim Schleifen unbedingt eine entsprechende Schutzbrille tragen, da Schleifspäne durchaus aus der Maschine geschleudert werden und das Auge treffen können!

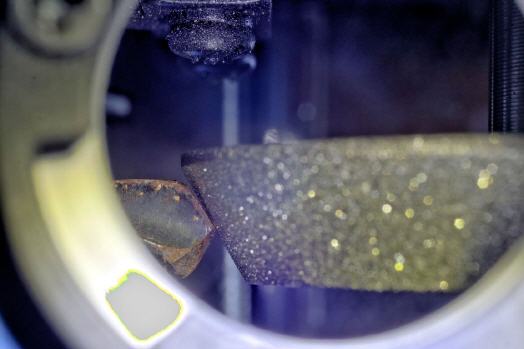
Hilfreich ist es, während des Schleifvorgangs diesen durch die Öffnung der Aufnahme Nr. 3 (bei aufgesetzter Schutzbrille!!) zu beobachten, da dadurch eine Kontrolle des Spanabtrags gegeben ist.
Sollte eine Schutzbrille nicht zur Hand sein, so muss unbedingt die mitgelieferte Abdeckkappe für Aufnahme 3 montiert sein, damit der Bediener vor Funkenflug geschützt ist! In diesem Fall muss der Schleiffortschritt durch häufiges Herausziehen des Spannfutters aus Aufnahme 2 kontrolliert und gesteuert werden.

Tipp: Um den Spanabtrag im dunklen Gehäuse besser beobachten zu können, bietet es sich an, eine Taschenlampe derart zu positionieren, dass der durch den Späne-Auffangbehälter scheinende Lichtstrahl das Gehäuseinnere erleuchtet.

Wichtig ist, dass der Schleifvorgang so lange ausgeführt wird, bis die beiden Schneiden des Wendelbohrers gleich lang sind.
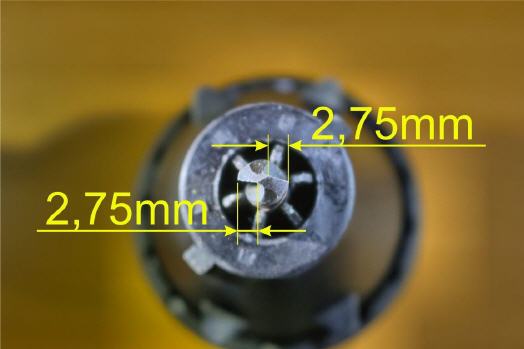
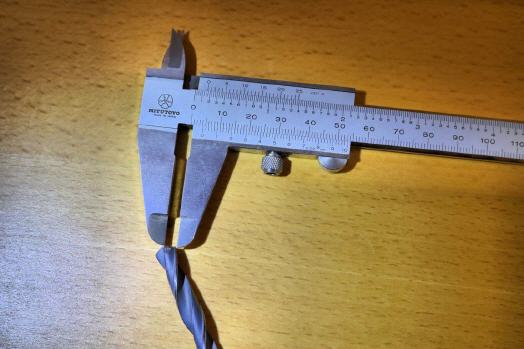
Eine Prüfung der Schneidenlänge kann beispielsweise durch einen Messchieber vorgenommen werden.
Besonders komfortabel sind Bohrerschleiflehren, da damit gleichzeitig die Schneidenlänge sowie der Spitzenwinkel (118 Grad) geprüft werden können. Diese sind in Baumärkten rar, weshalb sich ein Erwerb über einen Online-Händler anbietet. Dabei unbedingt darauf achten, dass die Lehre für einen Winkel von 118 Grad ausgelegt ist, da auch Lehren für abweichende Winkel – beispielsweise 120 Grad – angeboten werden. Zudem sollte die Lehre über eine Millimeterteilung verfügen, um leichter abschätzen zu können, ob die Schneiden des Bohrers exakt gleich lang sind.
Zur Not kann eine entsprechende Bohrerschleiflehre selbst aus Blech oder Pappe angefertigt werden, wozu sich entsprechende technische Zeichensoftware oder CAD-Programme anbieten. Dabei ist darauf zu achten, die Lehre so anzufertigen, dass beim Prüfen keine Berührung mit dem Spannfutter erfolgt. Die Lehre ist dergestalt anzufertigen, dass damit mit einem Blick sowohl der Spitzenwinkel als auch die Längen der Bohrerschneiden ohne Ausspannen des Bohrers geprüft werden können.
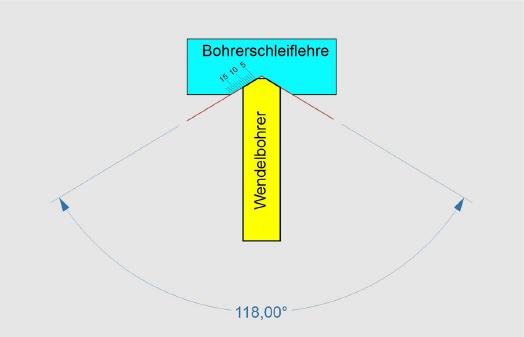
Wie ein Test mit einer provisorischen Bohrerschleiflehre aus Papier zeigt, arbeitet das Bohrerschleifgerät von Scheppach sehr genau, da der für die Bearbeitung von Stahl passende Spitzenwinkel von 118 Grad exakt getroffen wird.

3. Freischleifen
Mit der Bohrerschleifmaschine von Scheppach ist es möglich, den Wendelbohrer freizuschleifen. Dies ist jedoch für Bohrer bis 13 Millimeter Durchmesser oft unnötig, sodass auf diesen Schritt vielfach verzichtet werden kann. Ein Freischliff macht nur Sinn, wenn schwierige Materialien zu bearbeiten sind, die zu einem hohen Schnittdruck führen, was sich per Vorbohren mithilfe eines Bohrers – der größer als der Durchmesser der Querschneide ist – stark reduzieren lässt.
Nützlich wäre hingegen, wenn es möglich wäre, den Spanwinkel (für Messing = 0°) passend zum Material abzuändern, was mit dieser Maschine leider nicht möglich ist. Bei Bedarf muss daher der Spanwinkel des Bohrers von Hand mittels eines Schleifbocks angepasst werden.
Wer einen Freischliff jedoch durchführen möchte, steckt das Spannfutter mit dem weiterhin eingespannten Wendelbohrer vorsichtig durch die Aufnahme 3 und führt eine Bewegung in den Grenzen der Endlagen dieser Aufnahme aus.

Beim Freischleifen ist viel Fingerspitzengefühl gefragt, da bei diesem Arbeitsgang durchaus die Gefahr besteht, dass der Bohrer verschliffen wird und die Prozedur der Bohrerschärfung wiederholt werden muss. Mit ein wenig Übung gelingt ein korrekter Schliff jedoch problemlos.

Nach dem Schleifen wird festgestellt, dass die Freiflächen sowie die Schneiden eine recht grobe Oberfläche beziehungsweise schartige Kanten besitzen, was der groben Diamantschleifscheibe geschuldet ist. Dieses Manko ist im Hobbybereich oft zu vernachlässigen, da hier an die Werkstücke in der Regel keine hohen Qualitätsansprüche – wie sie in der Industrie üblich sind – gestellt werden.
Vielfach schadet es jedoch nicht, wenigstens die Bohrerschneiden mit einem Ölstein abzuziehen, damit der Grat entfernt wird. Dies steigert die Oberflächenqualität des zu bohrenden Loches ganz erheblich. Zu beachten ist lediglich, dass die Entfernung des Grates mit Geduld erfolgt und der Bohrer bei diesem Prozess ungefähr so schräg gehalten wird, dass der dem Bohrer innewohnende Spanwinkel eingehalten wird.

Am Ende der Bemühungen stehen sauber geschliffene Bohrer, deren Nachschärfung mit der Scheppach-Bohrerschleifmaschine vergleichsweise wenig Zeit in Anspruch genommen hat.

Wichtig bei dieser Arbeit ist Geduld! Wer am Anfang nicht ähnliche Ergebnisse zustande bringt, muss sich im Klaren sein, dass nur üben, üben und nochmals üben den Meister macht!
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 2 - gesamt: 2056.











































