



































Ein Wasserstrahl ersetzt die Optik
Laserstrahlführung der besonderen Art
Das von einem Schweizer Unternehmen entwickelte und patentierte LMJ-Verfahren beruht – bildlich gesprochen – auf der Kombination von Feuer und Wasser: Die Materialbearbeitung erfolgt durch einen haardünnen Wasserstrahl, in den hochenergetische Laserimpulse geleitet werden. Die Kühlung durch das Wasser verhindert hierbei Beeinträchtigungen des Werkstoffs. Einsatzbereiche sind zum Beispiel Feinmechanik, Medizintechnik, Uhrenherstellung, Elektronik, Werkzeugherstellung und die Luft- und Raumfahrt. Aktueller Entwicklungsschwerpunkt ist die Vollautomatisierung mit Blick auf Industrie 4.0.

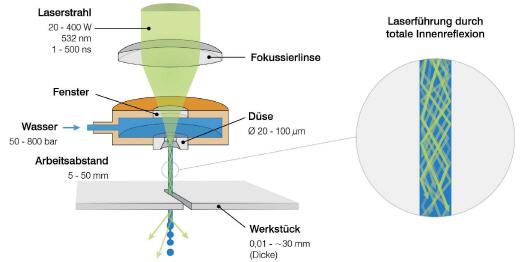
»Der Laser MicroJet (LMJ)-Bearbeitungsprozess unterscheidet sich grundsätzlich von allen anderen Laserbearbeitungsverfahren auf dem Markt«, erläutert Dr. Amédée Zryd, Direktor Applikation/ F&E der Synova S.A. in Duillier (Schweiz). Besonderheit dieser Technologie ist die Tatsache, dass die kurzen, aber energieintensiven Laserimpulse – statt durch eine Optik – über eine „optische Faser“ aus einem haarfeinen Wasserstrahl auf das Werkstück geleitet werden.
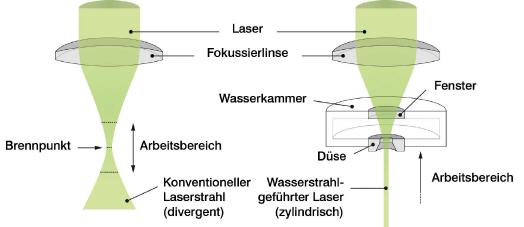
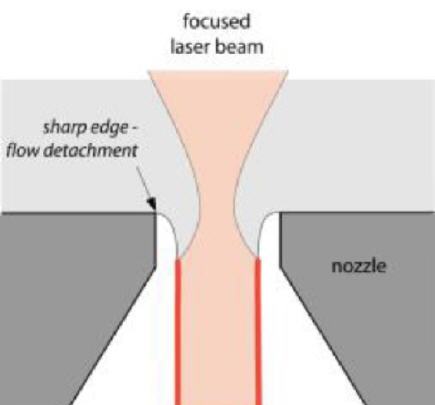
Da der Laser im Inneren des laminar strömenden und damit über Distanzen von bis zu 50 mm gleichbleibend dünnen Wasserstrahls durch Oberflächenreflexion fokussiert bleibt, sind sehr tief reichende Schnitte mit faktisch vertikalen und sehr glatten Oberflächen möglich. Die Bearbeitung erfolgt durch aufeinanderfolgende Durchläufe, wodurch die sich zunächst bildende Kerbe jeweils ein wenig vertieft wird, bis der Schnitt komplett durch das Material geht.
Dank des Wasserstrahls bleibt der LMJ-Laserstrahl über wesentlich größere Distanzen voll fokussiert als derjenige eines konventionellen Lasers. Im Werkstück bewirken die Pulse – wie bei Laserverfahren üblich – das kurzzeitige Aufschmelzen winziger Materialmengen. Der mit einem Druck von 50 bis 800 bar auftreffende Wasserstrahl kühlt dabei das Werkstück mit hoher Effizienz, sodass es keine thermische Schädigung erleidet. Zudem sorgt er dafür, dass abgeschmolzene Partikel schnell und effizient aus dem Arbeitsbereich herausgespült und abtransportiert werden.
Für jeden Härtegrad

Das Ergebnis sind saubere Oberflächen sowie Materialeigenschaften, die denen des unbearbeiteten Werkstoffs entsprechen. Die dünne Wasserfaser gewährleistet extrem enge Schnittspalte von 25 bis 80 µm mit sehr geringer Flankenrauheit. Bearbeitbar sind Materialien wie Metalle, Hartmetalle, Mineralien Keramik, Halbleiter oder Verbundwerkstoffe. Die Härte spielt keine Rolle, im Gegenteil, der Laser kann gerade bei harten und superharten Werkstoffen bis hin zum Diamant seine Stärken ausspielen. »Der Vorteil einer Bearbeitung mit einer klassischen Werkzeugmaschine besteht darin, dass die Werkzeugparameter mit äußerst engen Toleranzen definiert sind,« weiß A. Zryd. So wird ein Bohrer mit einem Durchmesser von drei Millimeter auch eine Bohrung mit exakt diesem Durchmesser und einer ebenfalls genau definierten Tiefe erzeugen. Aus diesem Grund lassen sich die entsprechenden Bearbeitungsprozesse mit hoher Sicherheit beherrschen. Beim LMJ-Prozess sind die Verhältnisse dagegen komplexer.
Automatisierung im Blick
»Um die Beherrschung dieses anspruchsvollen Prozesses zu verbessern, betreiben wir seit Jahren eine systematische Innovationsoffensive«, ergänzt A. Zryd. Ziel ist die Stabilisierung aller wesentlichen Prozessparameter. Hierfür wurden spezielle Sensoren sowie ausgeklügelte Mess- und Überwachungsmethoden entwickelt, die eine umfassende Automatisierung ermöglichen. Durch möglichst weitgehend geschlossene Regelkreise wolle man die Prozesse so in den Griff bekommen, dass die Arbeitsergebnisse innerhalb möglichst enger Toleranzen gewährleistet werden können.
Dank dieser Stabilisierung der wesentlichen Anlagenparameter sei man auf einem guten Weg, um sich heutigen Anforderungen wie Industrie 4.0 weitgehend anzugleichen. Diesem Ziel habe man sich in den letzten Jahren bereits merklich nähern können. Viele der heutigen Anlagen seien in der Handhabung so einfach und so sicher, dass man sie auch mit Facharbeitern auf Werkstattebene bedienen könne. Von den zahlreichen bisher realisierten patentierten Lösungen sollen hier die wichtigsten vorgestellt werden.
»Während metallische Werkzeuge bezüglich beispielsweise Länge und Durchmesser sowie Zerspanungsparametern genau definiert sind, muss beim LMJ-Prozess deutlich mehr Aufwand getrieben werden«, verrät A. Zryd. So können sowohl die Leistung des Lasers als auch Kohärenz und Gleichmäßigkeit der Strömung des Wasserstrahls teils erheblich variieren, was wiederum die Wirksamkeit der Abtragung beeinflusst. Deshalb wurde ein ganzes Paket automatischer Regelmechanismen entwickelt, welche die wesentlichsten Parameter abdecken.
Besonders wichtig ist dabei die Positionierung des Laserstrahls exakt in der Mitte des Wasserstrahls. Diese gemeinsam mit Makino entwickelte Lösung beruht auf einem Kamerasystem, das die Position des Laserstrahls innerhalb der Düse mit einer Auflösung von 1 µm erfasst und mithilfe von Stellgliedern genau in die Mitte der Düsenöffnung manövriert. Auch für die direkte Bestimmung der Energie des Laserstrahls auf der Oberfläche des Werkstücks wurde eine spezielle Messzelle entwickelt. Ebenso bedeutsam ist die genaue Kontrolle des Strahlwinkels.
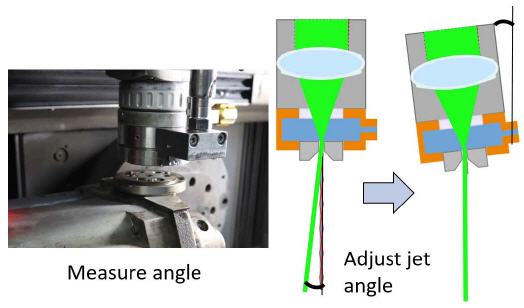
Technisch bedingt weist der im Kopf erzeugte Strahl in der Regel eine kleine, aber signifikante Winkelabweichung gegenüber der Vertikalachse des Strahlkopfs auf. Diese Abweichung wird durch „Antasten“ mit dem Strahl an den scharfen Kanten einer Kalibriereinheit detektiert, die außerdem die Lage des Laser-Wasserstrahls in der Maschine mikrometergenau bestimmt, und durch automatische Nachjustierung den Neigungswinkel des gesamten Strahlkopfs korrigiert.
Raffinierte Technik
Ein weiterer wichtiger Aspekt betrifft die Laminarität der Strömung des Wasserstrahls nach dem Austritt aus der Düse. Diese Laminarität ist Voraussetzung für die Totalreflexion des Laserlichts an der Grenzfläche zur Umgebungsluft. Sie wird durch an der Düse auftretenden Verschleiß beeinträchtigt, was die Wirkung der Laserpulse auf das Werkstück verringert. Zur Erkennung entwickelte Synova eine spezielle Sensor-Einheit, welche die sogenannte Raman-Strahlung misst. Ist diese örtlich wie zeitlich über einen entsprechend großen Abschnitt des Strahls hinweg stabil, so signalisiert dies eine gute Düsenqualität. Bei Verringerung oder Fluktuation der Raman-Emission muss dagegen die Düse ausgetauscht werden.
»Wie bei jeder maschinellen Bearbeitung müssen auch beim LMJ-Verfahren Position und Ausrichtung des Werkstücks eingemessen werden«, sagt A. Zryd. Hierfür kommen wahlweise Taster oder Kamerasysteme zum Einsatz. Bei letzteren muss das Werkstück mit optischen Passer- beziehungsweise Referenzmarken versehen werden, die dann von der Kamera automatisch erfasst werden. Mit diesen Ausrüstungen lässt sich die Lage des Werkstücks in Maschinenkoordinaten in X-, Y- und Z-Richtung sowie eine gegebenenfalls vorhandene Winkelabweichung vollautomatisch bestimmen.
Für die Erkennung eines Durchbruchs durch das Material wurden gleich zwei Technologien entwickelt, welche die Intensität der vom Werkstück zurückgeworfenen Plasma-Strahlung registrieren. Bei der ersten Variante, die bei Köpfen zur 3D-Bearbeitung eingesetzt wird, erfolgt die Messung direkt in der Lasereinheit. Bei 2D-Köpfen wird die Rückstrahlung dagegen vorher ausgeleitet und über eine optische Faser zu einem Sensor geführt. Durch Vergleich mit einer vordefinierten Schwelle wird der Durchbruch erkannt.
Dieses Signal kann je nach Aufgabenstellung unterschiedlich genutzt werden. In bestimmten Fällen – etwa bei der Bearbeitung von Teilen mit variierender Wanddicke wie Naturdiamanten – lässt sich dadurch die Gesamtdauer der Bearbeitung verringern. Beim Schneiden von Schlitzen in großformatige, sieben Millimeter dicke Silizium-Scheiben, die zur Begasung in Plasma-Ätzkammern für Wafer verwendet werden, wurden so Zykluszeitvorteile von 10 bis 15 Prozent erzielt.
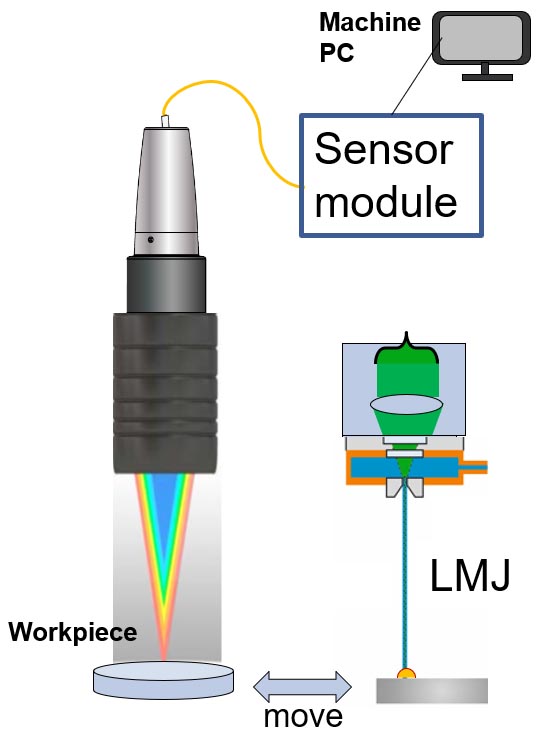
»Derzeit arbeiten wir an weitergehenden Projekten wie 3D-Bearbeitungen oder einem Schnellwechselkopf«, setzt A. Zryd hinzu. Bei der angedachten 3D-Bearbeitung sowie beim Drehen kommt ein Sensor zum Einsatz, mit dem die aktuelle Bearbeitungstiefe kleinräumig festgestellt werden kann. Mögliche Einsatzbereiche seien beispielsweise spanbrechende Geometrien an Zerspanungswerkzeugen oder Feindrehbauteile für die Uhrenindustrie.
Momentan sei das Verfahren allerdings noch in der Entwicklung.Potential für die Einsparung von Rüstzeiten ergebe sich durch die ebenfalls angedachte Entwicklung von Schnellwechselköpfen. Derzeit verfüge man leider erst über eine Zwischenlösung, indem ein zweites Kupplungsstück verwendet wird. Wenn man dieses außerhalb der Anlage mit einer neuen Düse ausrüstet, kann ein Wechsel innerhalb von etwa 10 statt wie bisher 20 Minuten ausgeführt werden.
Download:
Diesen Artikel finden Sie auch in Ausgabe 4/2021 unseres Fachmagazins ›Welt der Fertigung‹ auf Seite 58. Zum besagten Heft führt ein Klick auf den nachfolgenden Button!

Mehr Informationen zu Synova:
 |
SYNOVA S.A. |
|
Route de Genolier 13 |
|
CH 1266 Duillier (Nyon) |
|
Tel.: +41 21 55 22 600 |
|
Fax: +41 21 55 22 601 |
|
www.synova.ch |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 7 - gesamt: 5207.











































