



































Turbo für metallischen 3D-Druck
Fraunhofer-Leitprojekt futureAM steigert Leistung
Beschleunigung der Additiven Fertigung von Metallbauteilen mindestens um den Faktor 10 – mit diesem Ziel startete 2017 das Fraunhofer-Leitprojekt »futureAM – Next Generation Additive Manufacturing«. Sechs Fraunhofer-Institute erreichten nun gemeinsam Technologiesprünge in der Systemtechnik, bei den Werkstoffen und in der Prozessführung sowie bei der durchgängigen Digitalisierung und steigerten so Leistungsfähigkeit und Wirtschaftlichkeit des Metal Additive Manufacturing entlang der gesamten Prozesskette.
Im Mittelpunkt der Aktivitäten von futureAM steht zum einen die ganzheitliche Sicht auf die digitale und physische Wertschöpfung vom Auftragseingang bis zum fertigen metallischen 3D-Druck-Bauteil, zum anderen der Sprung in eine neue Technologie-Generation der Additiven Fertigung. Eine wichtige Rolle spielt dabei das Virtual Lab, welches Kompetenzen digital bündelt und den gesamten AM-Prozess für alle beteiligten Partner transparent macht. »Wir stehen jetzt an der Schwelle zur industriellen Umsetzung«, sagt Christian Tenbrock, Gruppenleiter am Fraunhofer-Institut für Lasertechnik ILT und futureAM-Projektleiter. »Die gemeinschaftlich gewonnene Expertise soll nun in die industrielle Anwendung überführt werden.«
Virtual Lab bündelt Kompetenzen
Eine große Herausforderung bei futureAM war das institutsübergreifende Zusammenspiel aller Teilnehmer, die teilweise sehr unterschiedliche Bereiche der gesamten Prozesskette abdecken. Bewährt hat sich dabei das Virtual Lab, das als digitale Plattform den Austausch über alle AM-Aufgabenfelder und -Akteure sicherstellt. In diesem Kontext hat die Fraunhofer-Einrichtung für Additive Produktionstechnologien IAPT beispielsweise verschiedenste Softwaretools zur Auslegung von AM Bauteilen entwickelt. Auf diese Weise entstehen webbasierte Simulations-Tools für Metall AM, mit denen auch Einsteiger arbeiten können.
Multi-Material-Bauteile ohne nachgelagertes Fügen
Im Handlungsfeld »Werkstoffe« erforschte das Fraunhofer-Institut für Werkstoff- und Strahltechnik IWS, welche Materialien sich in einem Bauteil miteinander kombinieren lassen und welche Probleme dabei auftreten. Unter anderem behandelten die Dresdner die Erweiterung des einsetzbaren Spektrums additiv verarbeitungsfähiger Hochtemperaturwerkstoffe und erforschten, wie diese in einer Multi-Material-Bauweise vereint werden können.
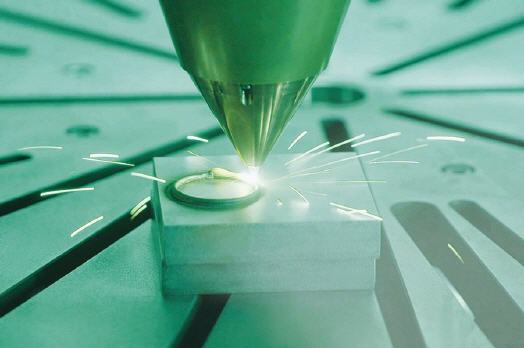
Ein spannendes Ergebnis brachte das Zusammenspiel von Laserauftragschweißen (Laser Material Deposition, LMD) und Künstlicher Intelligenz (KI) zutage: Mit Hilfe KI-gestützter Prozessanalyse lassen sich verschiedenste Einflussfaktoren analysieren und so der Fertigungsprozess optimieren. Wie gut dies bereits funktioniert, demonstriert das Fraunhofer IWS an Multi-Material-Bauteilen aus Nickel und Aluminium. Je nach Bauteilanforderungen nehmen die Forscher wahlweise ein drittes oder viertes Element hinzu, um die Eigenschaften exakt an den jeweiligen Anwendungsfall anzupassen.
Bauteil im XXL-Format: Take-off mit Faktor 10
Die Wissenschaftler vom Fraunhofer ILT aus Aachen entwickelten ein Demonstrator-System, das ein Maschinenhersteller gebaut hat. Es ist eine Anlage zum 3D-Druck von Bauteilen im XXL-Maßstab: Per Laser Powder Bed Fusion (LPBF) entstand dank des großen Bauraums (1000 mm x 800 mm x 400 mm) ein Demonstrator-Bauteil für zukünftige Triebwerksgenerationen von Rolls-Royce. Möglich wird dies durch ein neues Maschinensystem mit mobilem Optiksystem. Ähnliche Erfolge gab es auch beim Extremen Hochgeschwindigkeits-Laserauftragschweißen (EHLA), mit dem sich nun auch 3D-Bauteile herstellen lassen. Der neu entwickelte Prozess erlaubt extreme Auftragsgeschwindigkeiten bei gleichzeitig hoher Detailauflösung.
Automatisierte Nachbearbeitung spart Ressourcen
Großes Optimierungspotenzial identifizierten die Forscherinnen und Forscher auch in der Nachbearbeitung. Das Fraunhofer-Institut für Werkzeugmaschinen und Umformtechnik IWU in Chemnitz entwickelte daher im Rahmen des Projekts dafür eine automatisierte Lösung. Um das physische Bauteil zunächst zweifelsfrei identifizieren und stets nachverfolgen zu können, wird bei der Fertigung ein Code eingearbeitet und später ausgelesen. Dieser sorgt zudem für einen effizienten und störungsfreien Kopierschutz. Im nächsten Schritt wird die Ist-Geometrie des eingespannten Bauteils von Laserscannern erfasst und durch den Abgleich von Soll- und Ist-Geometrie die optimale Bearbeitungsstrategie abgeleitet. Die Bearbeitung erfolgt anschließend automatisch durch einen Roboter und wird im Prozess durch erneute 3D-Scans verifiziert.
Mehr Informationen zum Fraunhofer ILT:
 |
Fraunhofer-Institut für Lasertechnik ILT |
|
Steinbachstr. 15 |
|
52074 Aachen |
|
Telefon +49 241 8906-0 |
|
www.ilt.fraunhofer.de |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 4 - gesamt: 5875.











































