



































Auf 3-Achs-BAZ auch 5-Achs-Bauteile zerspanen
Mehr Flexibilität mit Rundtisch von pl Lehmann
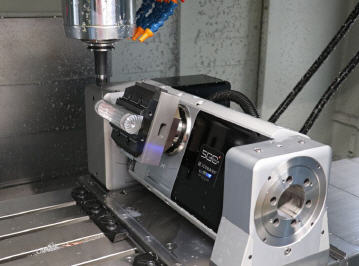
Die Stärke kleiner Zerspanungsdienstleister wie der ORLIK & Co GmbH liegt oft in ihrer Flexibilität, auf individuelle Kundenwünsche einzugehen. Voraussetzung dafür: erfahrene, motivierte Mitarbeiter und ein Maschinenpark, der vielseitig einsetzbar ist. ORLIK hat deshalb in ein dreiachsiges Bearbeitungszentrum von MTRent investiert, das mit einem aufgesetzten CNC-Drehtisch T1-510520 TOP2 von pL LEHMANN selbst fünfachsige Simultanbearbeitungen bravourös erledigt.
 |
 |
|
 |
„Worin liegen die Stärken Ihres Unternehmens?“ – für Wolfgang Orlik, Geschäftsführender Gesellschafter der in der spanenden Metallbearbeitung tätigen ORLIK & Co GmbH, Wöllersdorf, steht fest: „Unsere Spezialität ist die Vielseitigkeit und hohe Flexibilität, die es uns ermöglicht, auf fast alle Wünsche unserer Kunden einzugehen.“
Das zahlt sich langfristig aus. Denn Unternehmen aus der Luft- und Raumfahrt, der Medizintechnik, der optischen Industrie, dem Maschinen- und Anlagenbau, auch aus verschiedensten gewerblichen Branchen sowie Forschungs- und Entwicklungseinrichtungen lassen seit vielen Jahren Prototypen und Kleinserien bei dem niederösterreichischen Zerspanungsdienstleister herstellen.
Beeindruckend ist das große Spektrum, das ORLIK bearbeiten kann. Bauteile aus Stahl, Edelstahl, Aluminium, Titan, Buntmetall oder Kunststoff in einer Größenordnung von wenigen Millimetern bis zu einem halben Meter Kantenlänge – bei Bedarf inklusive Schleif- sowie Wärme- und Oberflächenbehandlung.
Franz Mannsberger, ebenfalls Geschäftsführender Gesellschafter, weist darauf hin, dass viele Kunden schon vorab Konstruktionsentwürfe schicken, um die Fertigbarkeit prüfen und gegebenenfalls verbessern zu lassen. Er erklärt: „Viele Bauteile sind Neuentwicklungen, deren Konstruktionsdaten wir mit unserem 3D-CAD/CAM-System so aufbereiten, dass sie sich effizient und qualitativ hochwertig zerspanen lassen.“
Know-how und die passenden Maschinen
Eine Grundvoraussetzung für einen solchen Service ist das fertigungstechnische Know-how der insgesamt sieben Mitarbeiter. „Eine kleine Belegschaft“, sagt Wolfgang Orlik, „aber durch die Bank gut ausgebildet, erfahren, motiviert und neuen technischen Möglichkeiten immer aufgeschlossen.“ Schließlich ist ein leistungsfähiges Equipment eine weitere Voraussetzung für das vielfältige Angebot bei ORLIK. So besteht der Maschinenpark aus modernen CNC-Dreh- und Fräszentren, Schleifmaschinen und einigen konventionellen Bearbeitungsmaschinen.
Das Highlight im Bereich Fräsen ist das 2019 gekaufte dreiachsige Vertikal-Bearbeitungszentrum MTcut V130, auf dessen Maschinentisch ein CNC-Drehtisch T1-510520 TOP2 von pL LEHMANN platziert ist. Eine solche Investition will gut überlegt sein, sind sich die beiden Geschäftsführer einig – weshalb vor dem Kauf eine Marktuntersuchung standfand: „Wir wollten fünfachsig bearbeiten können, und haben uns dafür mehrere Optionen angesehen. Reine 5-Achs-Maschinen, ausgelegt für die Simultanbearbeitung, aber auch fünfachsige Maschinen, die nur anstellen können, sowie dreiachsige Bohr-/Fräszentren, kombiniert mit einer vierten / fünften Achse.“
Erste Erfahrungen mit MTRent und einem pL-Drehtisch
In die Entscheidung eingeflossen sind auch die eigenen Erfahrungen mit dem Bearbeitungszentrum MTcut V110 und einer zusätzlichen pL LEHMANN-Achse EA-510, das 2014 gebraucht angeschafft wurde. Franz Mannsberger erinnert sich: „Eigentlich wollten wir damals nur ein vertikales 3-Achs-Zentrum, aber der Lehmann-Drehtisch war mit dabei. Schon nach kurzer Zeit erkannten wir den Nutzen, und auch unsere Kunden brachten immer mehr Aufträge, die sich vierachsig deutlich effizienter bearbeiten ließen. Das war uns eine Lehre und eine Motivation, warum wir jetzt auf Fünfachsigkeit Wert gelegt haben.“
Auch die Qualität der MTcut sei hervorragend, ergänzt Wolfgang Orlik, was er unter anderem den bis ins Detail hochwertig ausgeführten Komponenten zuschreibt. Und der Service und Support durch MTRent, Salzburg, sei all die Jahre ausgezeichnet gewesen. Dass die Entscheidung für die MTcut V130 fiel – eine Maschine des gleichen Herstellers und aus der gleichen Baureihe wie die V110, nur mit längerem X-Weg von 1300 mm – ist aber in erster Linie dem Preis-Leistungs-Verhältnis geschuldet.
Entscheidende Vorteile einer 3+2-Achsen-Fertigungslösung
Insbesondere der Leistungsfähigkeit eines solchen 3+2-Achsen-BAZ, wie Wolfgang Orlik erklärt: „Gegenüber einer reinen 5-Achs-Maschine bietet es den Vorteil, dass wir neben den aufgesetzten Dreh-/Schwenktisch noch vier zusätzliche Schraubstöcke platzieren können. Schließlich haben wir nicht nur Fünfachsteile zu bearbeiten, sondern eine ganze Menge einfacherer Werkstücke. Durch das besetzen aller Spannmöglichkeiten generieren wir eine lange Maschinenlaufzeit, ohne dass ein Mitarbeiter eingreifen muss. Für uns ist das ein gravierender Vorteil, da dadurch auch eine Auslastung in die Nachtstunden hinein möglich wird.“ Dazu kommen die geringeren Kosten. „Für eine Fünfachsmaschine vergleichbarer Größe hätten wir mindestens ein Drittel bis zur Hälfte mehr bezahlt“, argumentiert der Geschäftsführer.
Bei der Konfiguration des zweiachsigen CNC-Drehtisches war der zuständige pL LEHMANN Außendienstmitarbeiter Norbert Hutz behilflich. Für das ORLIK-Produktspektrum stellte sich der pL CNC-Drehtisch T1-510520.RR TOP2 als ideal heraus. Dies ist ein zweiachsiger, einspindlig abgestützter Schwenkrundtisch (vierte und fünfte Achse) mit geklemmtem Gegenlager. Er eignet sich für kleine bis mittelgroße Werkstücke bis zu einem Kubus von etwa 250 mm, was bei ORLIK zu rund 90 Prozent zutrifft. Das maximale Klemmmoment der vierten Achse (Teilachse) liegt bei 800 Nm, das der fünften Achse (Schwenkachse) bei 4.000 Nm. Die maximale Spindellast beträgt 133 kg (0… bis 30 Grad) beziehungsweise 89 kg (-30 …-90 Grad). Die Teilgenauigkeit gibt pL LEHMANN mit 17 und 21 Winkelsekunden (vierte und fünfte Achse) bei Standardausführung an.
„Dadurch, dass wir nur wenig Stahl, sondern hauptsächlich Aluminium bearbeiten, sind die Haltekräfte für uns bei weitem ausreichend, auch in exponierten Schwenkpositionen“, argumentiert Franz Mannsberger. Ebenso verhält es sich mit der Präzision. „Wir erreichen Maß- sowie Form- und Lagetoleranzen von 1/100 bis 2/100 mm. Diese Genauigkeit entspricht den Anforderungen unserer Kunden.“
Perfekte Teamleistung
Nun lässt sich grundsätzlich jeder pL CNC-Drehtisch auch auf Bohr-Fräsmaschinen anderer Anbieter installieren. Für den Maschinenhersteller MTRent sprachen bei ORLIK die erwähnten positiven Erfahrungen, und Mannsberger schiebt noch ein weiteres Argument nach: „Von den anderen Maschinenanbietern in unserer Auswahl hatten die meisten zwar eine Schnittstelle für den CNC-Drehtisch im Angebot, jedoch hätten wir diesen separat kaufen und selbst in Betrieb nehmen müssen. Bei MTRent dagegen gibt es die Ausstattungsvariante mit Zusatzachsen als Standard. Wir konnten uns sogar zwei Limits für die Steuerung, eine Heidenhain TNC640, programmieren lassen. Bei der 5-Achs-Bearbeitung sind dann die kompletten 1300 Millimeter X-Weg freigeschaltet. Dagegen ist bei der dreiachsigen Bearbeitung der Weg auf 750 mm begrenzt, so dass ein Crash mit dem Drehtisch sicher vermieden wird.“
Zukunftsfähige Investition
Nach über einem Jahr Erfahrung mit der MTcut V130, dem pL-Drehtisch T1-510520 und der damit verbundenen Fünfachsigkeit sind Orlik und Mannsberger überzeugt davon, dass sie eine gute Auswahl getroffen haben: „Anfangs rechneten wir mit vielleicht zehn Prozent Fünfachsteile für unsere neue Maschine. Doch das erweiterte Angebot hat sich mittlerweile herumgesprochen, so dass wir heute fast 40 Prozent fünfachsig arbeiten. Die restlichen 60 Prozent lasten wir mit den Schraubstöcken dreiachsig aus.“
Inzwischen werden sogar Bauteile angefragt, die sich nur fünfachsig simultan herstellen lassen. Meist sind es Oberflächenanforderungen, die eine Simultanbearbeitung erfordern. Solche Teile haben bei ORLIK zurzeit nur einen Anteil von wenigen Prozent, aber „wir können das“, sagt Franz Mannsberger. Denn der LEHMANN-Drehtisch ermöglicht– unterstützt vom dauerhaft spielfreien Getriebe – eine dynamische Simultanbearbeitung. Knackpunkt sei nur die Programmierung gewesen, weshalb das CAD/CAM-System aufgerüstet und der Programmierer entsprechend geschult wurde.
Mehr Informationen zur Lehmann Präzision GmbH:
 |
Lehmann Präzision GmbH |
|
Weilerstraße 27 |
|
78739 Hardt |
|
Tel.: 07422 95 80 0 |
|
Fax: 07422 95 80 20 |
|
E-Mail: vertrieb@lehmann-praezision.de |
|
www.lehmann-praezision.de |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 5 - gesamt: 6036.











































