



































Kupferwerkstoffe gut zerspanen
Bleifreie Legierungen im Griff
Immer mehr Hersteller müssen sich der Herausforderung stellen, bleifreie Messing- und Kupferlegierungen zu bearbeiten. Daher beschäftigen sich die Firmen Aurubis Stolberg GmbH & Co. KG als Hersteller maßgeschneiderter Werkstoffe auf Basis von Kupfer- und Kupferlegierungen und die Zecha GmbH als Experte in der Herstellung von Präzisionswerkzeugen seit geraumer Zeit intensiv mit dieser Thematik.

Endanwender in der Elektronikindustrie setzen Kupfer-Zink-Legierungen – sogenannte Messingwerkstoffe oder Automatenmessing – aufgrund ihrer guten mechanischen, leitfähigen und korrosionsbeständigen Eigenschaften ein. Der Nachteil dieser bewährten Messingwerkstoffe: Sie sind bleihaltig und müssen substituiert werden.
Lässt man das für die gute Spanbildung besonders wirksame Blei weg, sind die Herausforderungen bei der Zerspanung bleifreier Kupferwerkstoffe vielseitig. Dies reicht von Langspänen und Wirrspänen bis hin zu vermehrter Gratbildung am zu bearbeitenden Teil und erhöhtem Werkzeugverschleiß. Dazu kommt, dass der Zerspanungsprozess die Eigenschaften des Werkstoffs und des Endproduktes nicht negativ beeinflussen soll. Beispielsweise führen erhöhte Bauteiltemperaturen beim Zerspanungsvorgang zu Änderungen am Werkstoffgefüge oder einer Versprödung des Bauteils.
Zu den relevanten Eigenschaften gehören außerdem Oberflächengüte, Galvanisierbarkeit, mechanische Eigenschaften wie Festigkeit und Verformbarkeit und physikalische Eigenschaften wie elektrische Leitfähigkeit.Grundlegend kommt es bei allen Anwendungen auf das ideale Zusammenspiel von Material, Maschine, Werkzeug und Mensch an, welche je nach Anforderung und Gegebenheiten individuell abgestimmt werden muss.
Zusätzlich dürfen die ökonomischen Aspekte bei der Substitution nicht vernachlässigt werden. Bleifreie Späne und Schrotte sollen bei nicht steigenden Recyclingsaufwänden in Standard-Schrottkreisläufe mischbar sein. Aspekte wie Verfügbarkeit, Vermeidung von Produktivitätseinbußen und Kosten sind hier von großer Relevanz.

Perfekte Abstimmung
Um wirtschaftliche Ergebnisse zu erzielen, ist gerade bei der Bearbeitung dieser neuartigen bleifreien Kupfer-Werkstoffen eine Kooperation der am Prozess beteiligten Parteien relevant. Je früher und enger Kunde und Werkzeug- sowie Werkstoffhersteller zusammenarbeiten, desto besser können die einzelnen Komponenten wie Kühlschmierstoffe, Zerspanungswerkzeuge und das zu bearbeitende Material aufeinander abgestimmt und für die Weiterverarbeitung vorbereitet werden.
Als Hersteller hochpräziser Drähte und Bänder aus Kupfer und Kupferlegierungen beziehungsweise Mikrozerspanungs-, Stanz- und Umformwerkzeugen bündeln Aurubis und Zecha ihr Knowhow bereits bei der Entwicklung ihrer Werkstoffe und Werkzeuglösungen.
Unter der Produktmarke ›BlueBrass‹ entwickelt die Aurubis eine bleifreie Legierungsfamilie, die heutige Standards der Elektro-, Automobil- und Consumerindustrie hinsichtlich Zerspanbarkeit, Wirtschaftlichkeit und Bleifreiheit exzellent verbindet. BlueBrass-Legierungen zeichnen sich durch gute Zerspanungseigenschaften bei mechanischen Bearbeitungsprozessen, beispielsweise dem Drehen, Fräsen und Bohren aus.
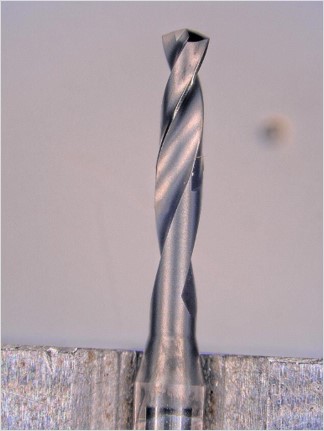
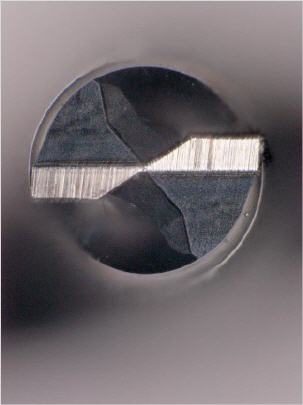
Auch Zecha geht mit der Zeit und entwickelt stetig neue Werkzeuglösungen für ausgefallene Anwendungsfälle und modernste Materialien – wie eben für bleifreie Werkstoffe. So beinhaltet beispielsweise die High-End-Werkzeugfamilie ›Iguana‹ diamantbeschichtete Mehrschneider im kleinen Durchmesserbereich mit lasergeschärfter Schneide.
Um die Besonderheiten bei der Zerspanung von bleifreien Materialien besser verstehen zu können, wurden in einem Modellversuch zwei bleifreie BlueBrass-Zerspanungsmessinge ausgewählt und einer bleihaltigen Referenz (CuZn39Pb3) sowie einem nur schwer zerspanbaren CuZn37-Messingwerkstoff gegenübergestellt. Ein High-Speed-Bohrer (16 000 U/min-1) wurde mit ausgewählten Iguana-Bohrwerkzeugen von Zecha bestückt und mittels Sensorik versehen. Um Aussagen zur Zerspanbarkeit zu erlangen, wurden Drehzahl- und Drehmomentverläufe am Werkstück während des Versuchs direkt ermittelt. Im Nachgang zu den Bohrversuchen erfolgte eine Analyse der Werkstücke hinsichtlich Gratbildung und Oberflächenqualität der Bohrungen.
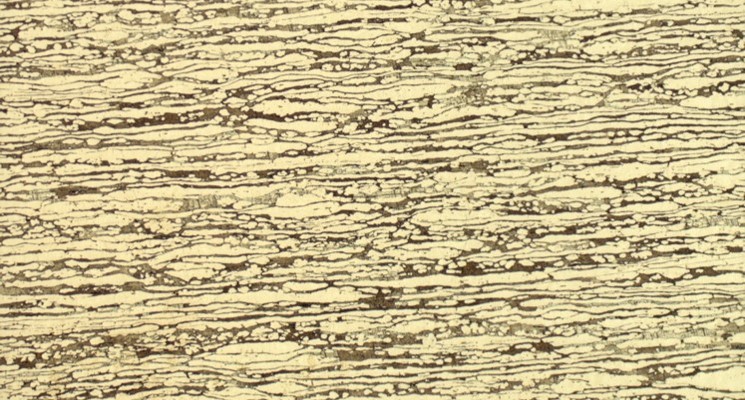
Die analysierten Werkstoffe unterscheiden sich bei den technologischen und mikrostrukturellen Eigenschaften. Im bleihaltigen Referenzwerkstoff CuZn39Pb3 wirken die an den Korngrenzen vorliegenden Bleipartikel wie kleine Spanbrecher und verhelfen dem Werkstoff somit zu seinen guten Zerspanungseigenschaften. Der normalerweise ausschließlich für Umformvorgänge eingesetzte Werkstoff CuZn37 besteht aus einem reinen α-Gefüge. Diese Mikrostruktur verhilft dem Werkstoff zu seiner guten Verformbarkeit, gleichzeitig jedoch zu Zerspanbarkeitseigenschaften auf sehr niedrigem Niveau.
Die beiden BlueBrass-Werkstoffe ›PNA 277‹ und ›PNA 379‹ hingegen besitzen in erster Linie einen höheren Zink-Anteil, der die Zweiphasigkeit des Werkstoffes begründet. Neben einem α-Anteil, der für ausreichende Verformbarkeit sorgt, besitzen die beiden Werkstoffe auch einen ß-Phasengehalt. Dieser Anteil ist stabiler und somit spröder und führt zu einer guten Zerspanbarkeit.
Zusätzlich werden die BlueBrass-Werkstoffe „dotiert“, das heißt es werden zur Steigerung bestimmter Eigenschaften weitere Elemente zugeführt. Indium hat sich hier als Zugabe-Element bei PNA 379 als besonders positiv erweisen, vor allem bei schwierigen Zerspanungsoperationen. Dazu gehören das Bohren von Sacklöchern oder Prozesse unter extremen Umgebungsbedingungen. Ein Beispiel ist das Zerspanen ohne externe Schmierung, die sogenannte Trockenbearbeitung.
Bei dem Versuch auf dem Bohrprüfstand wurden vier Werkstoffe mit drei unterschiedlichen Werkzeugen von Zecha getestet. Bei konstanten Prüfbedingungen zu denen Vorschub, Drehzahl, Bohrlochtiefe, Bohrerdurchmesser und eine fehlende externe Kühlung zählen, sowie gleichem Werkstückzustand wurde der Drehmomentverlauf in Abhängigkeit des Bohrweges ermittelt. Es zeigte sich, dass beim Einsatz von Standardwerkzeugen mit Ausnahme des CuZn37-Werkstoffs ähnliche Verläufe des Drehmoments erzielt werden konnten. Die Auswahl maßgeschneiderter Werkzeuge führte sogar dazu, dass niedrigere Drehmomentverläufe bei den BlueBrass-Legierungen gegenüber der bleihaltigen Referenz erzielt werden konnten.

Beste Leistung
Das maßgeschneiderte Werkzeug in Kombination mit dem maßgeschneiderten bleifreien BlueBrass-Werkstoff erzielte hervorragende Zerspanungseigenschaften, vergleichbar oder sogar besser als die bleihaltige Referenz. Aufgrund der Vielzahl an verschiedenen NE-Werkstoffen und Legierungen, gibt es bei der Massenteilfertigung in der Zerspanung keine generelle Einheitsformel für Zeitersparnis.
Bei den Zerspanungswerkzeugen hat sich gezeigt, dass eine auf die Anwendung abgestimmte spezifische Geometrie und Hochleistungsbeschichtung eine sehr wirtschaftliche Bearbeitung dieser schwer zerspanbaren Materialien möglich macht. In vielen Fällen eignen sich die diamantbeschichteten High-End-Werkzeuge der Iguana-Serie mit lasergeschärter Schneidkante. Je nach Anwendungsfall liefert ein in der Geometrie abgestimmtes Hartmetallwerkzeug mit einer DLC-Hochleistungsbeschichtung den gewünschten Erfolg.
Download
Diesen Artikel finden Sie auch in Heft 5/2021 auf Seite 70. Zum besagten Heft führt ein Klick auf den nachfolgenden Button!

Mehr Informationen zur ZECHA GmbH:
 |
ZECHA Hartmetall- Werkzeugfabrikation GmbH |
|
Benzstraße 2 |
|
75203 Königsbach-Stein |
|
Tel.: +49 (0) 72 32 / 30 22-0 |
|
Fax: +49 (0) 72 32 / 30 22-25 |
|
E-Mail: info@zecha.de |
|
www.zecha.de |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 5 - gesamt: 5072.











































