



































Der Weg zu stimmigen Texturen
Technik von GF lässt aufhorchen
Damit sich Passagiere in Fahrzeugen wohlfühlen, müssen Designer einen ansprechenden Innenraum kreieren, was nicht zuletzt das Muster des Armaturenbretts betrifft. Idealerweise ist dieses mit einer lederähnlichen Optik versehen. Das Einbringen entsprechender Texturierungen in die dazu nötigen Spritzgießformen ist alles andere als trivial. Lasertexturiermaschinen von GF Machining Solutions beherrschen diese Kunst souverän.

Der Gravierstichel war vor noch nicht allzulanger Zeit das Werkzeug der Wahl, wenn es galt, Skalen auf ebene oder gekrümmte Oberflächen einzubringen, Schlüsselanhänger mit einem Namen oder einer Nummer zu versehen oder das Heiratsdatum von Eheleuten im Ehering zu verewigen.
Dieses Werkzeug wird wohl in nicht allzuweit entfernter Zukunft nur mehr in technischen Museen zu bewundern sein, da der Laserstrahl immer mehr Bereiche in Industrie und Handwerk erobert. Anstatt das Material zu zerspanen wird dieses immer öfters schlicht verdampft, um auf der Oberfläche eines Werkstücks eine dauerhafte Markierung zu erzeugen.Der Siegeszug des Lasers im Bereich des Gravierens hat viele Gründe.
Nicht zuletzt der wesentlich geringere Rüstaufwand hat viele Unternehmen bewogen, ihre manuell bedienbaren Graviermaschinen zu entsorgen oder an andere Unternehmen abzugeben. Beispielsweise musste für herkömmliche Graviermaschinen umständlich eine passende Drehzahl per manuellem Umschlingen einer Keilriemenscheibe eingestellt, der Pantograph für die gewünschte Skalierung der abgetasteten Vorlage eingerichtet sowie passende Buchstaben für den gewünschten Text auf den Schablonentisch aufgeschoben und festgeklemmt werden.
Einfache Arbeitsweise
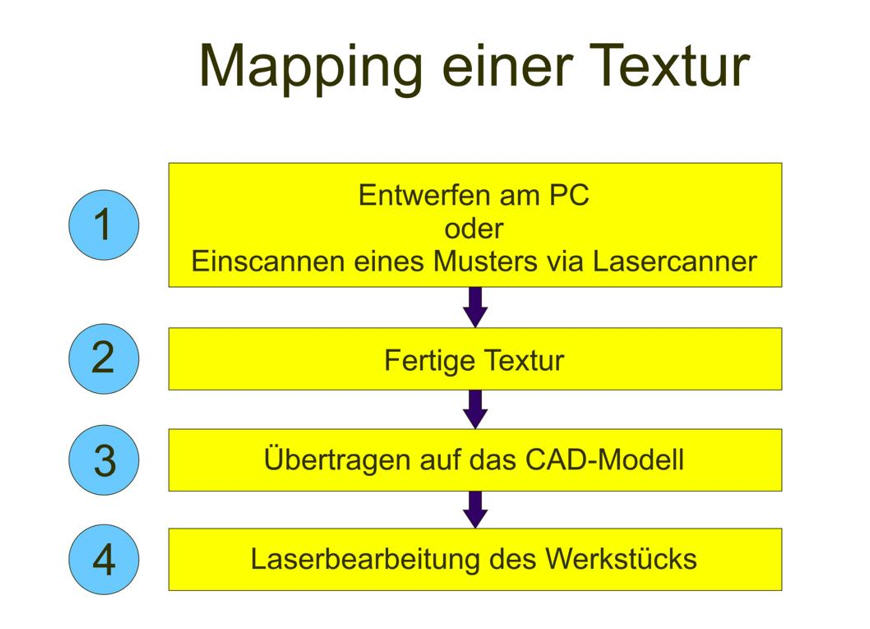
Beim Gravieren mit einer Lasermaschine gilt es lediglich, das zu gravierende Bild beziehungsweise den Text zu erstellen oder zu importieren, aus einer im Gravierprogramm untergebrachten Liste passende Parameter für das zu gravierende Teil auszuwählen, den Nullpunkt zu bestimmen und den Startknopf zu drücken. Automatisch wird die Türe der Graviermaschine geschlossen und das Teil wie gewünscht in sehr kurzer Zeit mit der entsprechenden Markierung versehen.
Abgesehen davon, dass ein Laserstrahl keinen Verschleiß kennt – Nachschärfarbeiten somit entfallen – ist die Graviersoftware in der Lage, jede auf dem PC installierte Schriftart zu verwenden, weshalb keine weiteren Investitionen in teure Schriftsätze getätigt werden müssen, wie es bei der Nutzung manueller Graviermaschinen der Fall ist. Die PC-Schriftarten können per Software zudem umfangreich angepasst, skaliert und verzerrt werden, was mit Schriftsätzen für manuelle Graviermaschinen nicht oder nur in sehr engen Grenzen möglich ist.
Hinzu kommt, dass der Laserstrahl in der Lage ist, extrem feine Muster zu gravieren. Ist es per Gravierstichel gerade noch möglich, Schriften mit einer Schriftbreite von 0,1 Millimeter in ein Werkstück einzubringen, so schrumpft diese Limitierung auf nur mehr 0,001 Millimeter, wenn der Laser für diese Aufgabe eingesetzt wird.
Doch haben noch lange nicht alle Produzenten derartiger Anlagen das gleiche Know-how erreicht. Für bestimmte Anwendungen haben so manche Anbieter einer Lasergraviermaschine schlicht noch keine passende Lösung im Portfolio, weshalb das eigene Teilespektrum sehr genau betrachtet werden muss, soll kein Fehlkauf erfolgen.
Geht es beispielsweise darum, Spritzgießwerkzeuge mit den maximalen Abmessung 600 x 400 x 250 Millimeter (LxBxH) in hoher Qualität via Laserstrahl mit feinen Texturen zu versehen, müssen nicht wenige Anbieter passen. Der Grund ist oft nicht die Maschinengröße, sondern die Anforderungen, die an den Laserprozess gestellt werden müssen. Es gilt daher, genau hinzusehen, ehe viel Geld in eine entsprechende Maschine investiert wird.
Alles richtig macht, wer sich beispielsweise für eine ›AgieCharmilles Laser P 400‹ von GF Machining Solutions entscheidet. Damit kann genau der vorhin genannten Teilebereich abgedeckt werden. Das Größere Modell ›Laser P 4000‹ bewältigt sogar Teile, die bis zu 3 980 x 3 000 x 520 Millimeter (LxBxH) groß sein dürfen. Die kleinere P400 wurde von GF speziell für die Fertigung von Kleinteilen und Formwerkzeugeinsätzen konzipiert und ist für das Erzeugen feinster Strukturen prädestiniert. Sie steht sogar in Konkurrenz zu Ätzverfahren, die ebenfalls häufig verwendet werden, um feine Strukturen in Werkstücke einzubringen.
Diese kommen allerdings an Grenzen, wenn es darum geht, feine Strukturen an eng abgerundeten Werkstückformen einzubringen. Da hier viel manuelle Handarbeit gefragt ist, sind Ungenauigkeiten nicht selten, zudem wird die Produktion eines Spritzgießwerkzeugs in solchen Fällen durch den hohen Zeitaufwand schnell unwirtschaftlich.
Diese Widrigkeiten umgeht die Laser P 400 durch die Nutzung von fünf Achsen. Zwar gibt es die Maschine auch als Dreiachs-Ausführung, doch erst mit fünf Achsen sind insbesondere Werkzeugbauer in der Lage, nahezu alle Herausforderungen in Sachen Texturierung erfolgreich zu bewältigen. Die Maschine gibt es mit einem gepulsten Faserlaser, dessen Leistung je nach Ausstattungswunsch 30, 50 oder 100 Watt beträgt. Werden überwiegend feine Strukturen erzeugt, so ist bereits die leistungsschwächste Maschine völlig ausreichend für diese Aufgabe gerüstet. Sollen jedoch überwiegend Oberflächenstrukturierungen erfolgen, so ist es ratsam, die leistungsstärkste Maschine zu ordern.
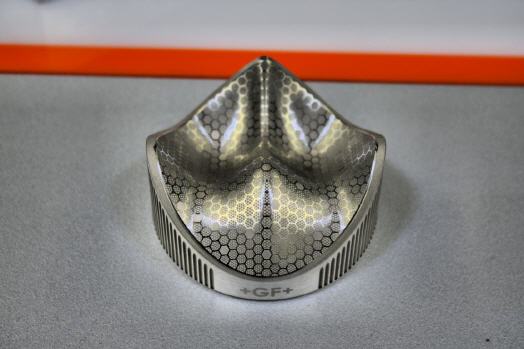
Besonders interessant ist, dass die Laser P 400 zusätzlich mit einem Femtosekundenlaser ausgerüstet werden kann. Dadurch können nicht nur Stahl, Aluminium, Karbid, Messing, Graphit, Kupfer, Keramik und Edelsteine bearbeitet werden, sondern zusätzlich noch Glas, Saphir und Polymere. Der Femtosekundenlaser erlaubt zudem interessante Designmöglichkeiten, da es mit diesem Laser möglich ist, Farben durch Lichtbeugung an den mit ihm bearbeiteten Oberflächen zu erzeugen. Außerdem erlaubt ein Femtosekundenlaser eine gratfreie Gravur, was die Nachbearbeitung minimiert.

Zwei Laserquellen zur Wahl
Beide Laserstrahlen können durch den gleichen Laserkopf geführt werden. Eine sekundenschnelle Umschaltung zwischen den Laserquellen erlaubt eine Kombination von zwei Texturierungsdurchgängen in derselben Maschine, was die Durchlaufzeiten verringert.
Die Maschine hat daher beste Voraussetzungen, um anspruchsvollste Texturaufgaben zu bewältigen. Die adaptierte Steuerung von Beckhoff ist speziell auf das Lasergravieren sowie Texturieren ausgelegt, sodass die Arbeit damit rasch von der Hand geht. Für umfangreichere Arbeiten bietet GF eine Software für den PC an, mit der sich Texturen exakt an Bauteile anschmiegen lassen.
Da das menschliche Auge recht hoch auflöst und Unstimmigkeiten in einem Muster relativ zügig erfasst, ist es bei der Erzeugung von Texturen wichtig, dass diese mindestens die Größe des damit zu versehenen Werkstücks besitzt. Nicht sinnvoll ist es, kleinere Texturen zu kopieren und diese Kopien auf das Werkstück aufzubringen. Ein unruhiges, unstimmiges Muster wäre das Resultat. Texturen von Tierhäuten werden daher in Originalgröße eingescannt, um diese Probleme zu vermeiden.
Präzises Mapping
Über eine sogenannte Mapping-Funktion können die Texturen auf Oberflächen gelegt werden. Dafür hat GF die Software ›3D Map‹ entwickelt. Egal, ob es sich um eine ebene oder eine gekrümmte Fläche handelt, die ausgewählte Textur wird perfekt auf der Oberfläche des CAD-Teils platziert. Der Erzeugung präziser geometrischer, texturierter Formen steht damit nichts mehr im Weg.
Ehe der Laserstrahl zum Einsatz kommt, prüft die Maschinensteuerung zudem, ob bei der Bearbeitung eine Kollision mit einem Maschinenteil besteht, was den Umgang mit der Laser P 400 sehr erleichtert.Beim Herausbrennen des Materials bewegt sich der Laserstrahl innerhalb der zu erzeugenden Tasche übrigens auf einer per Zufallsgenerator berechneten Bahn, damit sich keine gleichmäßigen Muster bilden, die insbesondere bei kleinen Strukturen das Auge irritieren könnten. Dies ist übrigens derzeit fast noch ein Alleinstellungsmerkmal von GF, da nur wenige Hersteller ähnliche Funktionen bieten.

Tiefe via Grauverlauf
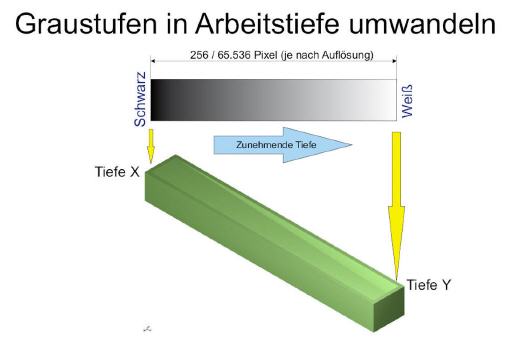
Wer sich nun fragt, wie es möglich ist, dass der Laserstrahl in seiner Leistung während des Fertigungslaufes so geregelt wird, dass der Materialabtrag exakt nur so tief erfolgt, um das gewünschte Profil beziehungsweise die gewünschte Tiefe der Gravur zu erhalten, muss seinen Blick auf den Grauverlauf der herzustellenden Gravur richten.
Die per Mapping auf die Oberfläche aufgelegte Textur wird vor diesem Vorgang in Graustufen umgewandelt. Die Graustufenskala reicht von Schwarz bis Weiß, was in der EDV mit Ziffern dargestellt wird. In diesem System besitzt die Farbe Schwarz die Zahl Null, während die Farbe Weiß je nach gewählter Auflösung die Zahl 256 beziehungsweise 65.535 besitzt. Auf diese Weise sind von einem PC oder einer Maschinensteuerung Graustufen sicher zu handhaben.
Wird in der Maschinensteuerung nun festgelegt, dass Schwarz die Tiefe 0 Millimeter und Weiß die Tiefe 1 Millimeter haben soll, so ist die Steuerung in der Lage, selbsttätig die Tiefe jedes dazwischenliegenden Graustufenwerts zu berechnen und kann daher den Laser entsprechend steuern, um die gewünschte Gravur zu erzeugen.
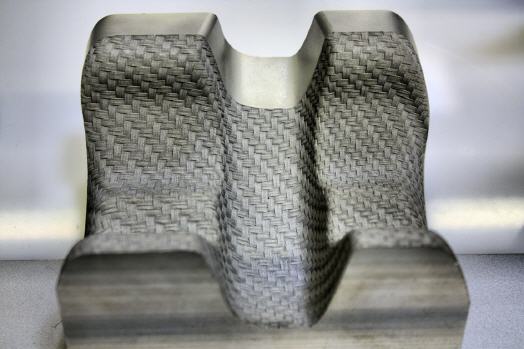
Dank ihrer Talente ist die Laser P 400 mühelos in der Lage, selbst anspruchsvollste Designer zufriedenzustellen. Mit dieser Maschine gelingen sogar ausgesprochen anspruchsvolle Texturen, die dem menschlichen Auge so richtig schmeicheln. So sind etwa im Fahrzeugbereich Bauteile möglich, deren Maserung der Optik eines Bezugs aus echtem Leder frappierend ähnelt. Kein Wunder, dass sich diese Maschine höchstem Zuspruch bei anspruchsvollen Nutzern erfreut.
Download
Diesen Artikel finden Sie auch in Ausgabe 2/2020 auf Seite 14. Zum besagten Heft führt ein Klick auf den nachfolgenden Button!

Mehr Informationen zur GF Machining Solutions Gmb:
 |
GF Machining Solutions GmbH |
|
Steinbeisstr. 22-24 |
|
73614 Schorndorf |
|
Tel.: 07181-926-300 |
|
E-Mail: info.gfms@georgfischer.com |
|
www.gfms.com/de |
War dieser Artikel für Sie hilfreich?
 |
|
|
|
|
Bitte bewerten Sie diese Seite durch Klick auf die Symbole.
Zugriffe heute: 1 - gesamt: 2716.











































